2025年7月 月別アーカイブ 64件
コラム始めます
2023年11月15日この度、新光機器株式会社は50周年を迎えるにあたり新たにコラムを開始します。
このコラムでは、新光機器が持つ全ての技術を皆様に楽しくわかりやすくお伝えしていきます。
溶接の基礎知識からお困りごと解決など、バラエティ豊かな情報を発信します!
新光機器や溶接についてよく知らない、という方にも楽しんで頂けるコラムをお届けできればと思っております。
また、本日から新光機器広報室看板キャラクター「きゃっぱくん」がデビュー致します。
コラムでも多々登場する(きゃっぱくんと一緒に溶接について学んだり…)予定ですので、今後の活躍にご期待ください!
それでは、次のコラムでお会いしましょう。新たな新光機器を今後ともよろしくお願い致します。

第1回 溶接を学ぼう~抵抗溶接編~
2023年12月15日新光機器自社工場で生まれたキャップチップのきゃっぱくん。
生まれたばかりのきゃっぱくんは、溶接に興味津々。
そんなきゃっぱくんと一緒に、溶接について学んでいきましょう。
【溶接の分類と種類】
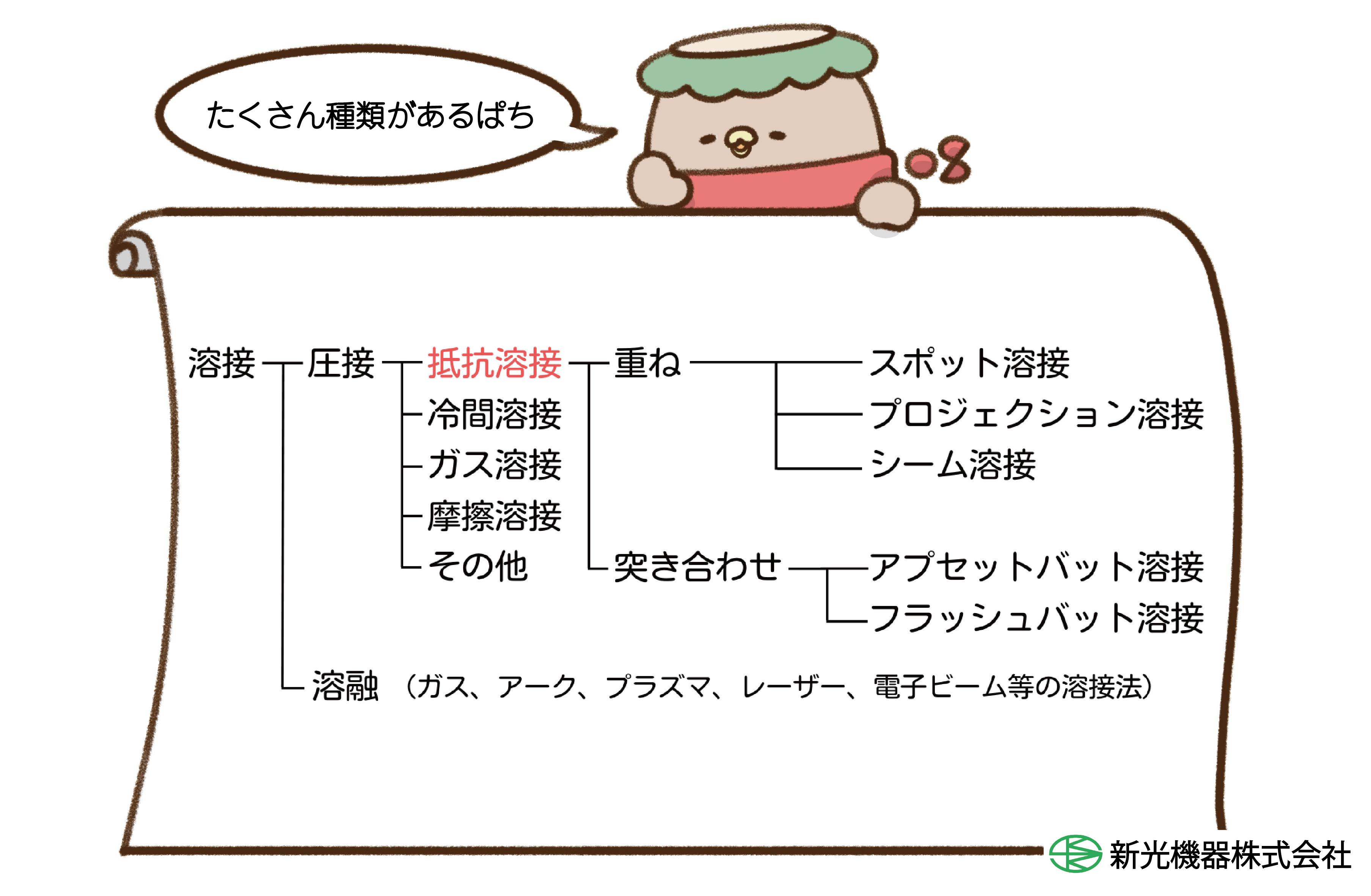
溶接には図で表すように、たくさんの種類があります。
その中から、今回は抵抗溶接について学んでいきましょう。
【抵抗溶接とは?】
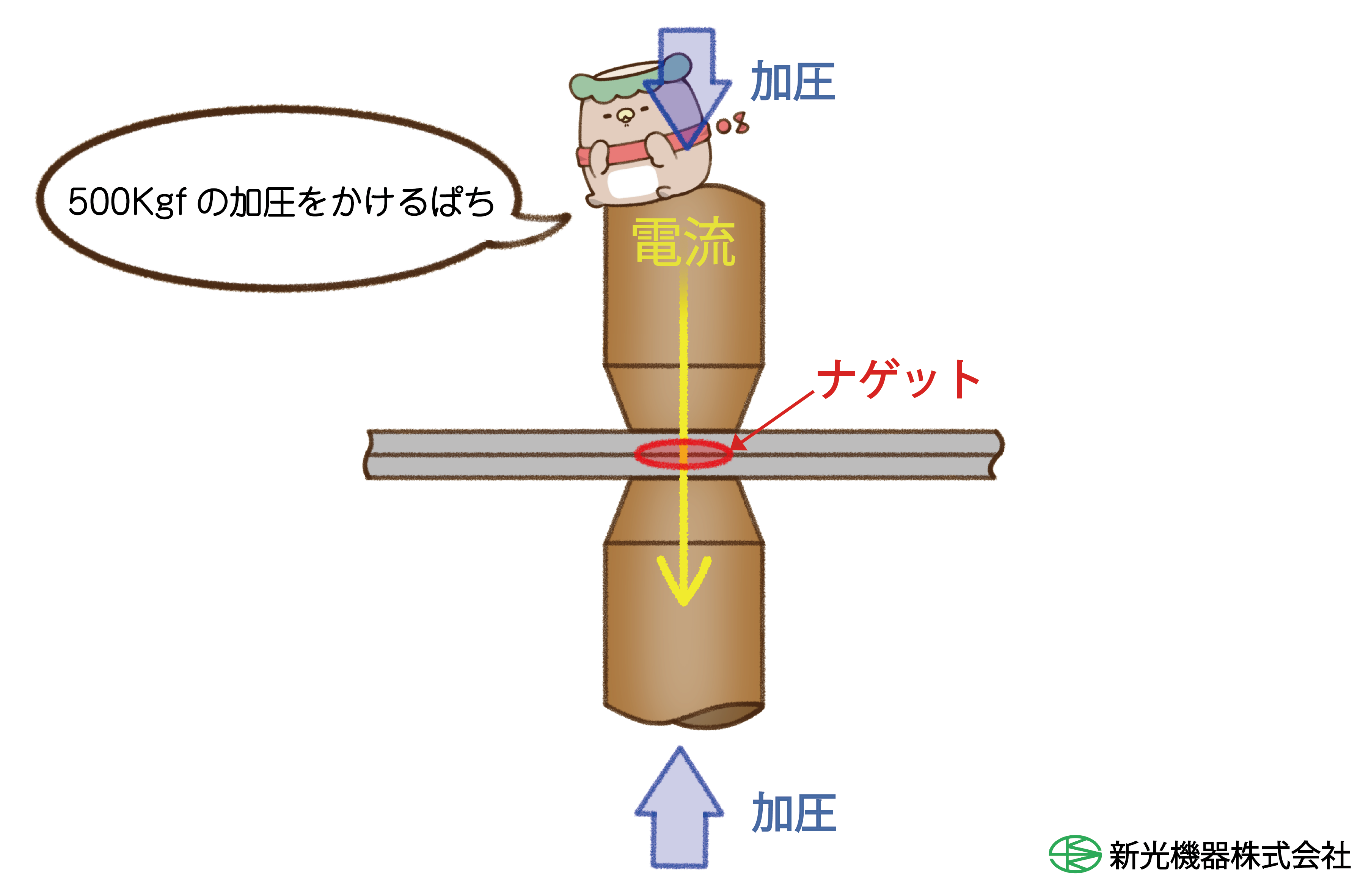
抵抗溶接とは、鉄板同士の接着に使われる溶接方法です。
2枚の鉄板を重ね合わせ、溶接したい場所に適切な力で加圧し電流を流すと、抵抗発熱によって鉄板同士が溶融してくっつくという仕組みです。
その溶融して接着した部分をナゲットと呼びます。
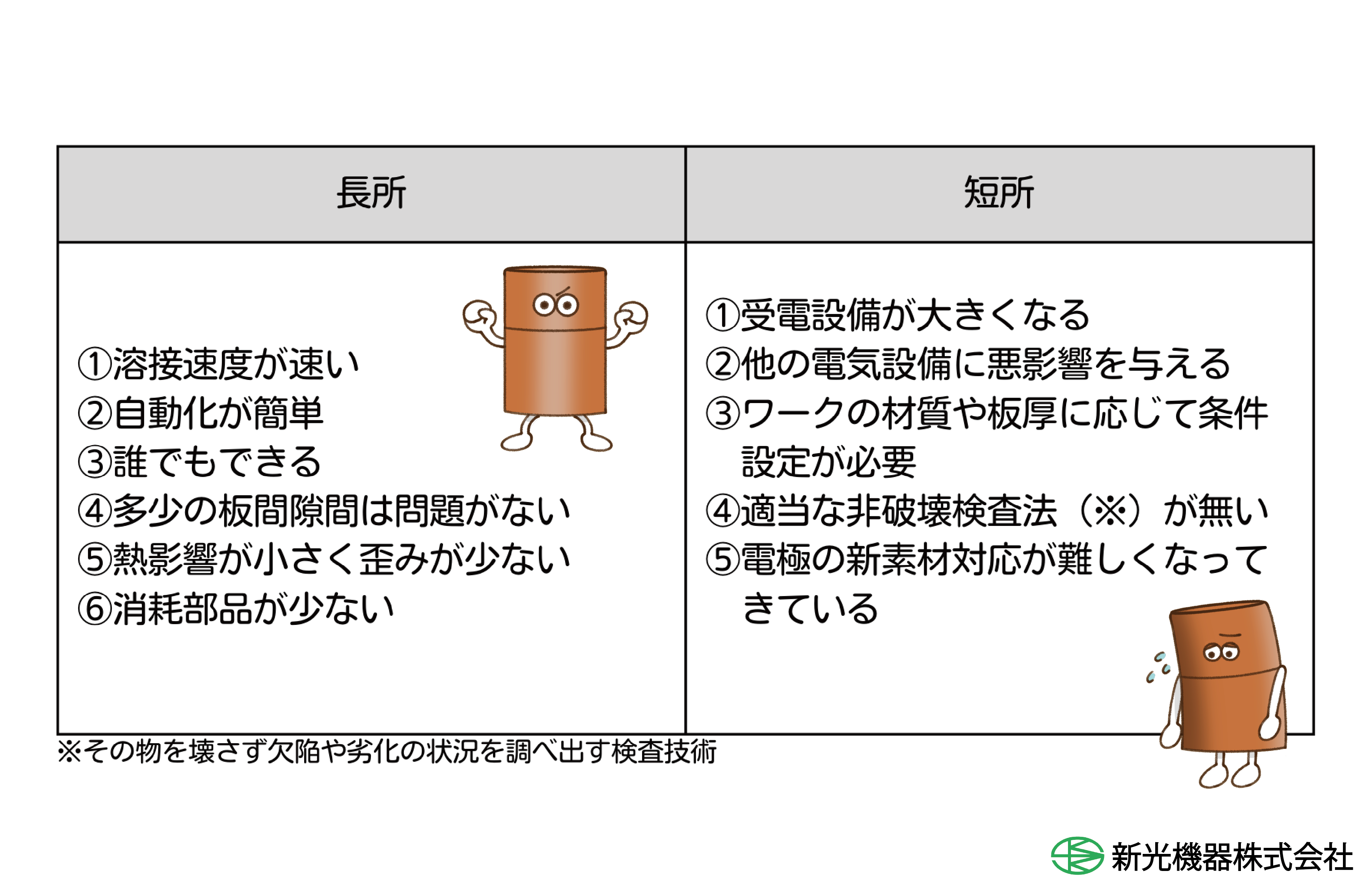
【スポット溶接の長所と短所】
抵抗溶接にはいくつか種類があり、その中で最も代表的な溶接方法がスポット溶接です。
スポット溶接は、薄板溶接に最適で電極管理が非常に重要になります。
詳しく特徴を見てみましょう。
【電極とは?】
電流を流し、抵抗発熱を起こす上で必要不可欠なものが「電極」です。
抵抗溶接に使う電極は主に銅合金から作られています。
銅合金を使う理由としては、数百kgの大きな加圧に耐え、数百度の熱にも耐える素材で、尚且つ消耗品の為流通が安定して加工しやすく安価である為です。
電極は一般的に、
・クロム銅
・クロムジルコニウム銅
・アルミナ分散強化銅
が使用されています。
クロム銅は、最も一般的に使用される材質です。
クロムジルコニウム銅は、クロム銅よりも硬度が高く、耐久性に優れ、これも一般的に使用される材質です。
アルミナ分散強化銅は、優れた耐熱性を持つ為、厳しい溶接条件の際に使用されます。
まれに使用されるものとして、ベリリウム銅などの材質もあります。
弊社製品では主に「クロムジルコニウム銅」と「アルミナ分散強化銅」を使用しています。

今回はここまで。
次回のコラムでお会いしましょう!
第1回 SHINKO USA,Inc.を知ろう~地域紹介~
2024年01月15日こんにちは、SHINKO USA所属のT&Tです。
本日は、新光機器のグループ会社についてお話をしていきたいと思います。
新光機器には、2024年1月現在で、国内に2社、海外に6社の拠点があります。

今回は、その中で海外グループ会社の一つSHINKO USA,INC.を紹介したいと思います。
SHINKO USAは2022年にアメリカ合衆国オハイオ州に新光機器の現地法人として設立しました。現在、アメリカには1名当社の駐在員が勤務しています。
現地での、主な業務は営業活動、顧客から受けた技術的な問題についての解決、展示会に参加し新光機器の商品紹介等があります。
主な行動範囲として、オハイオ州、ケンタッキー州、テキサス州、南米のメキシコにある日系企業と取引をしています。また、日系企業以外にも販路を拡大するために日々新規顧客確保のための営業活動をしています。
ここで、現地法人があるオハイオ州を紹介致します。オハイオ州は、アメリカ合衆国中西部の北東にある州です。オハイオとは、諸説ありますが、ネイティブアメリカンのイコロイ族の言葉で「美しい川」という意味からとられたと言われています。
また、オハイオ州は、宇宙飛行士のニール・アームストロング、発明家トーマス・エジソン、世界で初めて有人飛行を成功させた、ライト兄弟のオーヴィル・ライトの出身地としても有名です。
オハイオ州の名物料理は「シンシナティ・チリ」です。地中海風のスパイスを用いたミートソースでスパゲッティもしくはホットドッグにかけて用いられます。

シンシナティチリ(パスタ)

シンシナティチリ(ホットドック)

シンシナティチリ(ハンバーガー)

シンシナティチリ(フライドポテト)
さらに、スポーツや音楽も盛んでメジャーリーグではシンシナティレッズ、アメフトではシンシナティベンガルズがあります。音楽では、世界的知られているクリーブランド管弦楽団やシンシナティ交響楽団があります。オハイオ州クリーブランドには、日本のテレビでもよく取り上げられる絶叫系マシンのある遊園地としても有名なシダーポイントもあり、観光地としても魅力的な州です。
今回はここまで!
次回のコラムでお会いしましょう。
第2回 溶接を学ぼう~電極編~
2024年02月15日前回、抵抗溶接について学んだきゃっぱくん。
今回から、スポット溶接で使われる「電極」について学んでいきます。
【電極の種類】
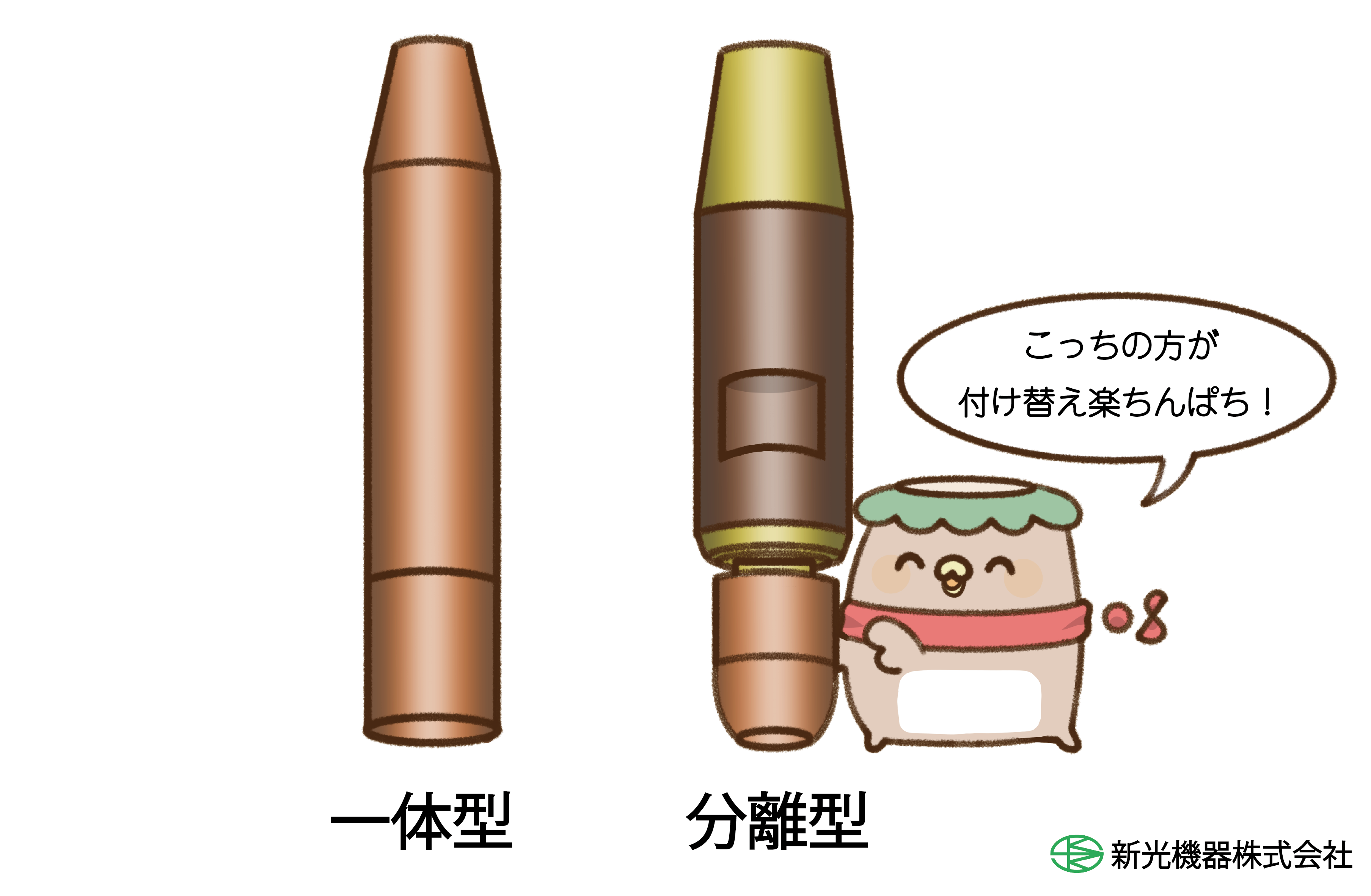
電極には、分離型と一体型があります。
分離型に代表されるものとして、シャンクと組み合わせて使う「キャップチップ」があります。
注意点として、各部品の材質が同じだと、溶接時の加圧と熱により張り付き、チップが外しづらくなるため、別の材質のものを使用することをおすすめします。
一体型は、キャップチップとシャンクが合体したものです。
代表的なものとして、「ストレートチップ」や「スポットチップ」があります。
分離型であれば、キャップチップのみの交換で済むので、一体型と比べてコストダウンになります。
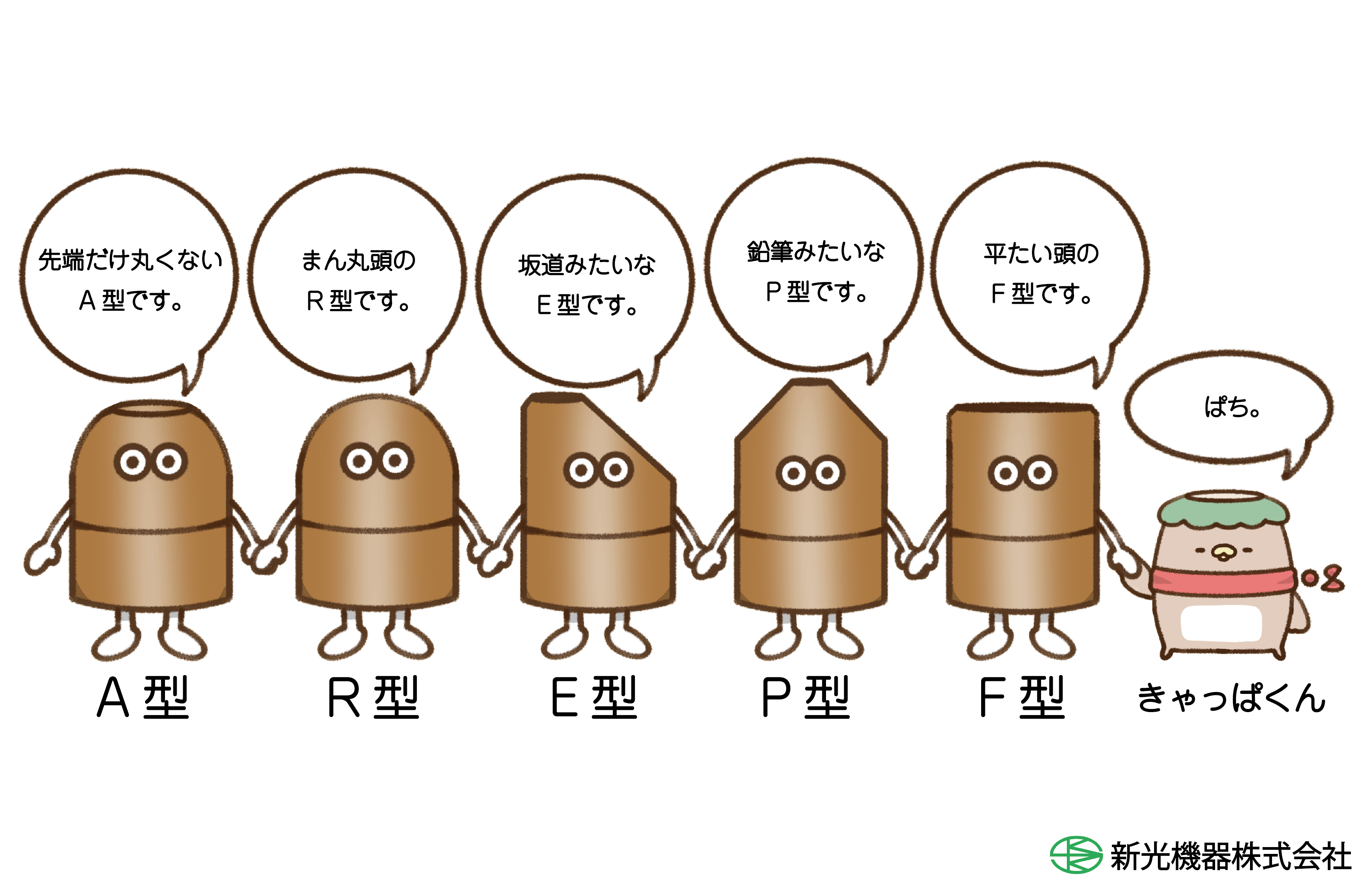
【電極の形状】
電極には様々な形状があり、様々な用途で使用されます。
一般的にはA型が使用されていますが、箱物や角の溶接にはP型など先端にかけて細くなっている形状のものが使用されています。
形状とその名称は統一ではありません。弊社製品においての形状を、下図で見てみましょう。
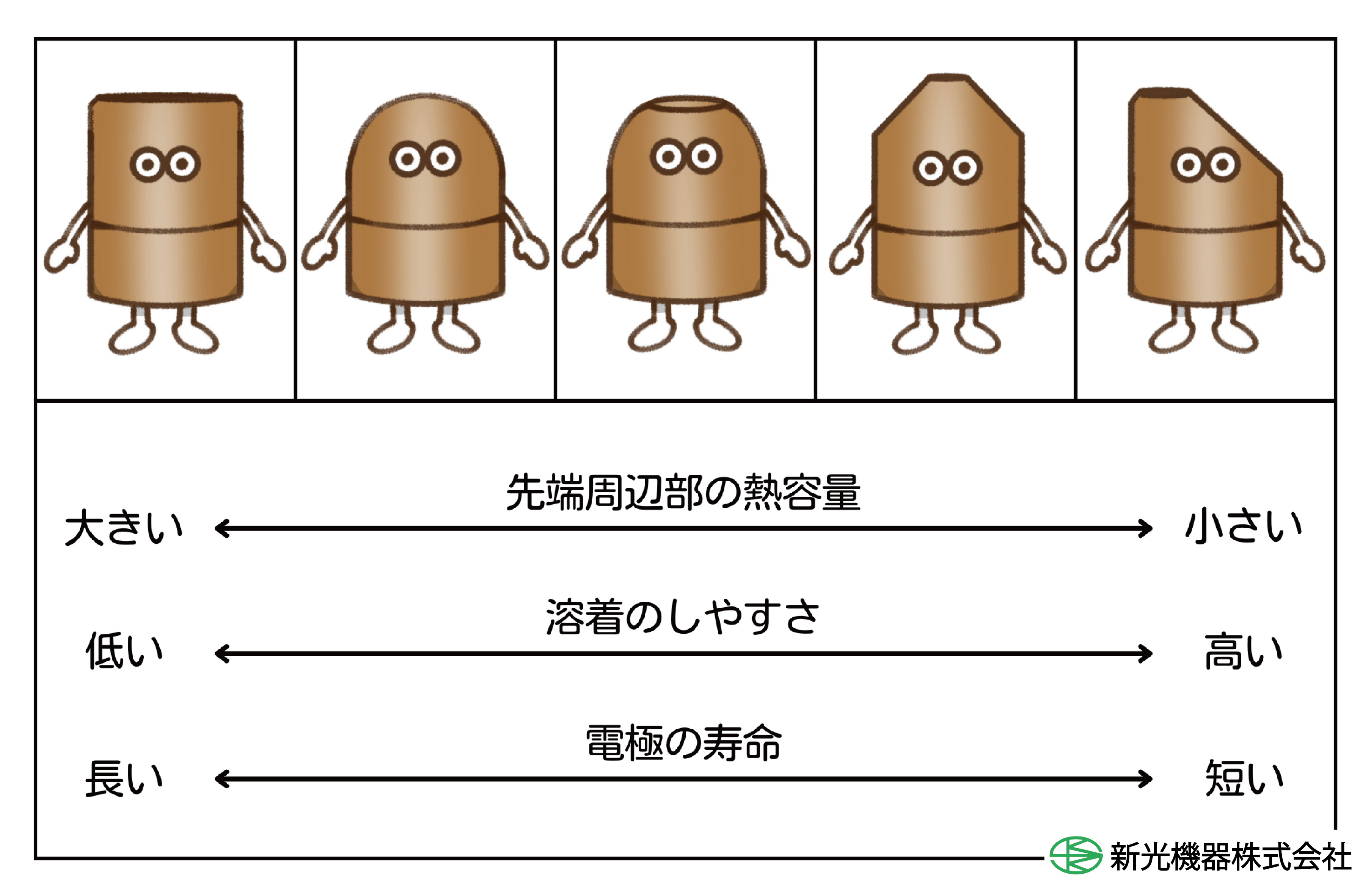
【電極先端形状の影響】
形状によって、電極先端部の「熱容量」「溶着のしやすさ」「寿命」が変わってきます。
表を見てわかるように、選定の際は使い勝手だけで選ぶのではなく、なるべく熱容量の大きなR型やA型を選ぶと良いです。
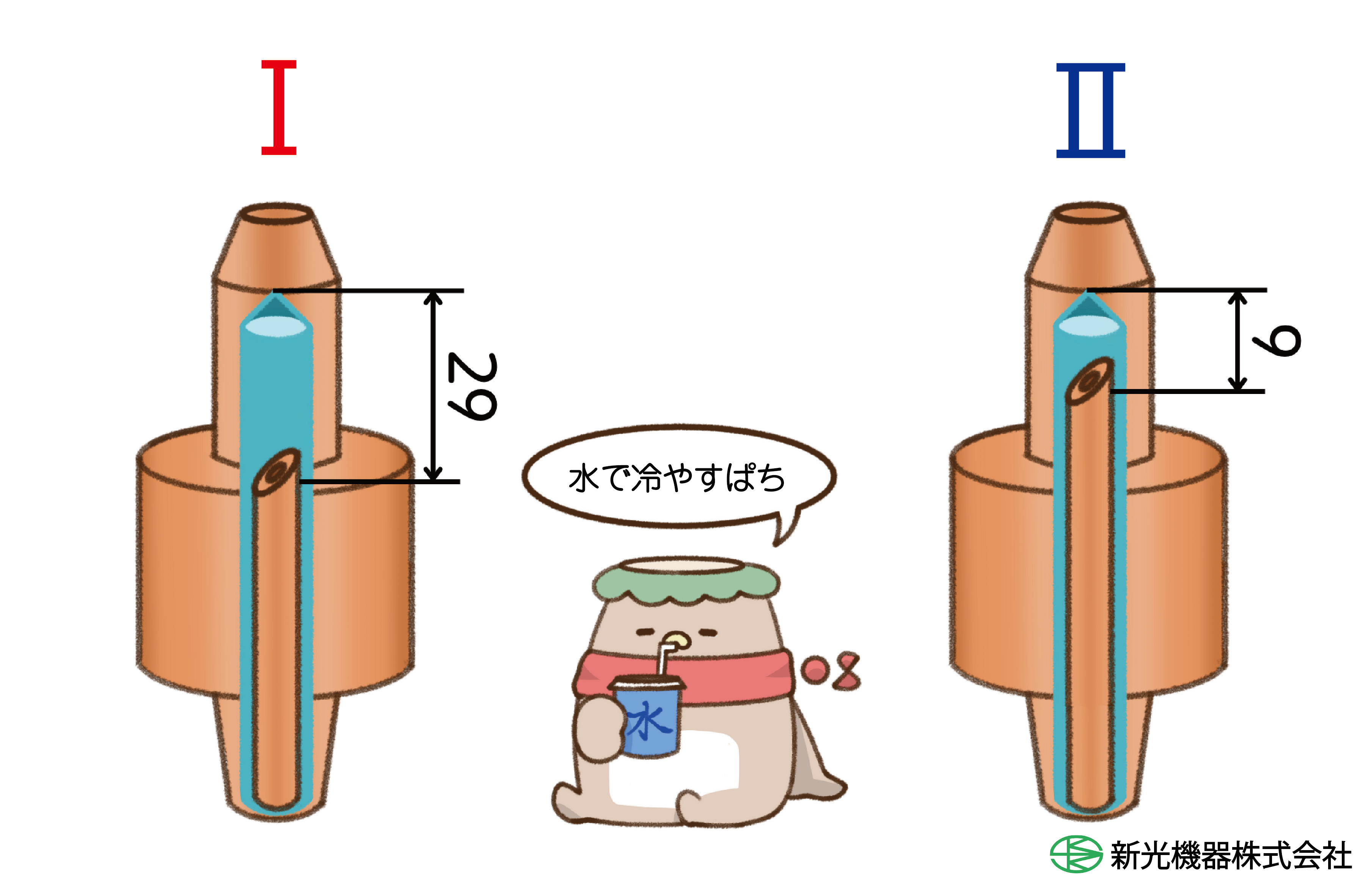
【電極の冷却作用】
抵抗溶接品質を安定させるのに最も重要なこと、それは
「電極先端形状をいかに新品時に近い形状に保つか」ということです。
電極に熱が入った状態で加圧をかけ続けると、変形が起こりやすくなります。
先端ø6mmの場合だと、電極先端径がø1mm大きくなるだけで、同じ電流を流しても抵抗発熱量は4割以上も下がってしまいます。
そこで必要になるのが、最適位置で電極を冷やすことです。
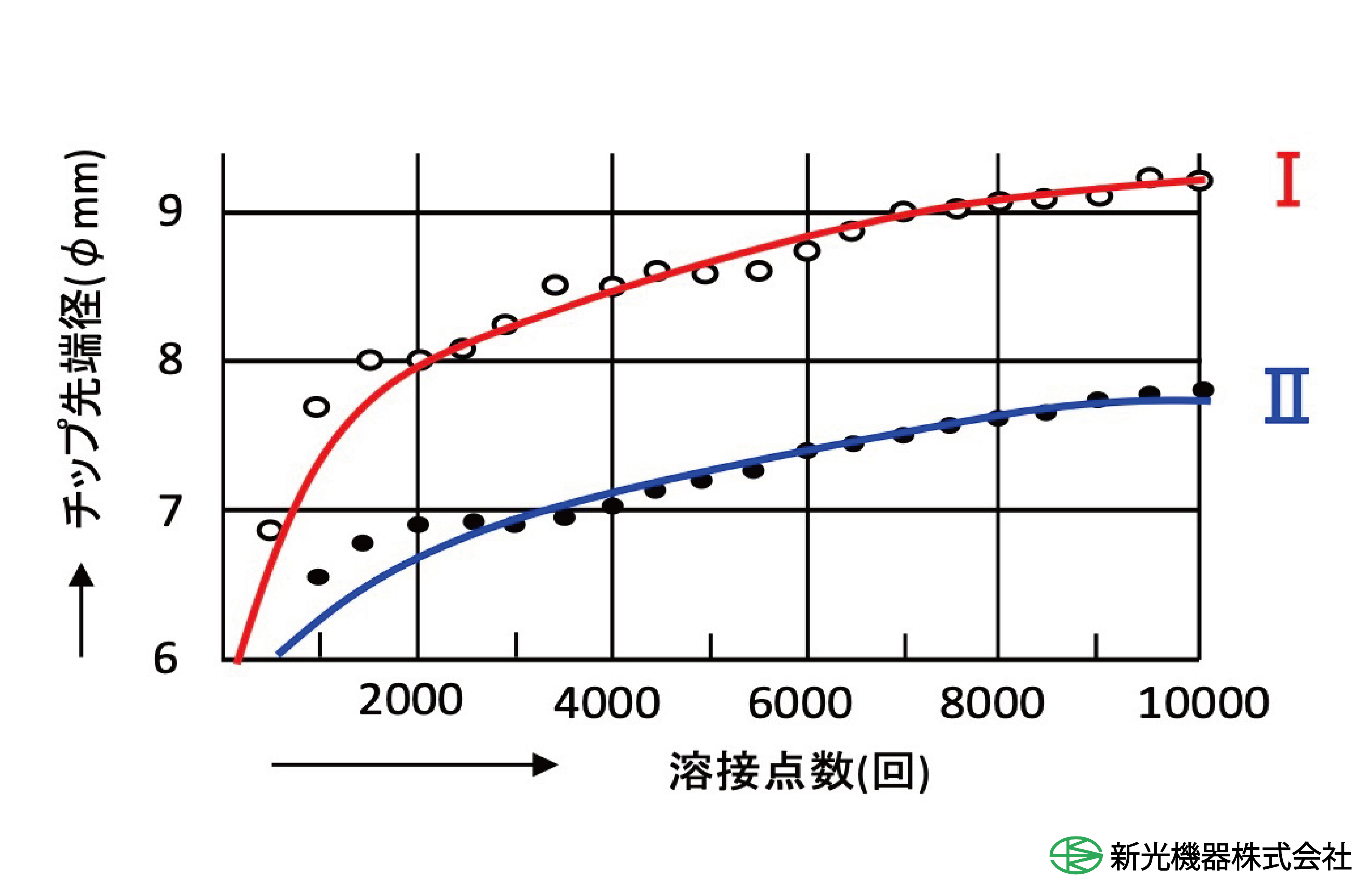
クロムジルコニウム銅使用、軟鋼板厚0.9㎜
電流7,500A、時間8サイクル、加圧力210kgf、溶接速度80点/分
先端ø6mmがø7mmになるまでの溶接打点数を比較すると、
Ⅰ 電極先端までの距離が29mmの場合、約900打点
Ⅱ 電極先端までの距離が9mmの場合、約3800打点
その差は4倍以上という結果になりました。
電極先端までの距離が短い程、電極を効率よく水冷できるため、電極先端形状を長い間新品に近い状態に保つことができます。
つまり、最適位置で電極を冷却するということが、溶接品質の安定に直結してくるということです。
今回はここまで。
次回のコラムでお会いしましょう!
第3回 溶接を学ぼう~組み合わせ編~
2024年03月15日前回、電極について詳しく学んだきゃっぱくん。
今回から、抵抗溶接で使われる電極以外の部品を学んでいきましょう。
【各部の名称と組み合わせ】
一般的なスポット溶接の組み合わせとして、図のようにキャップチップ・シャンク・ストレートホルダーで構成されています。
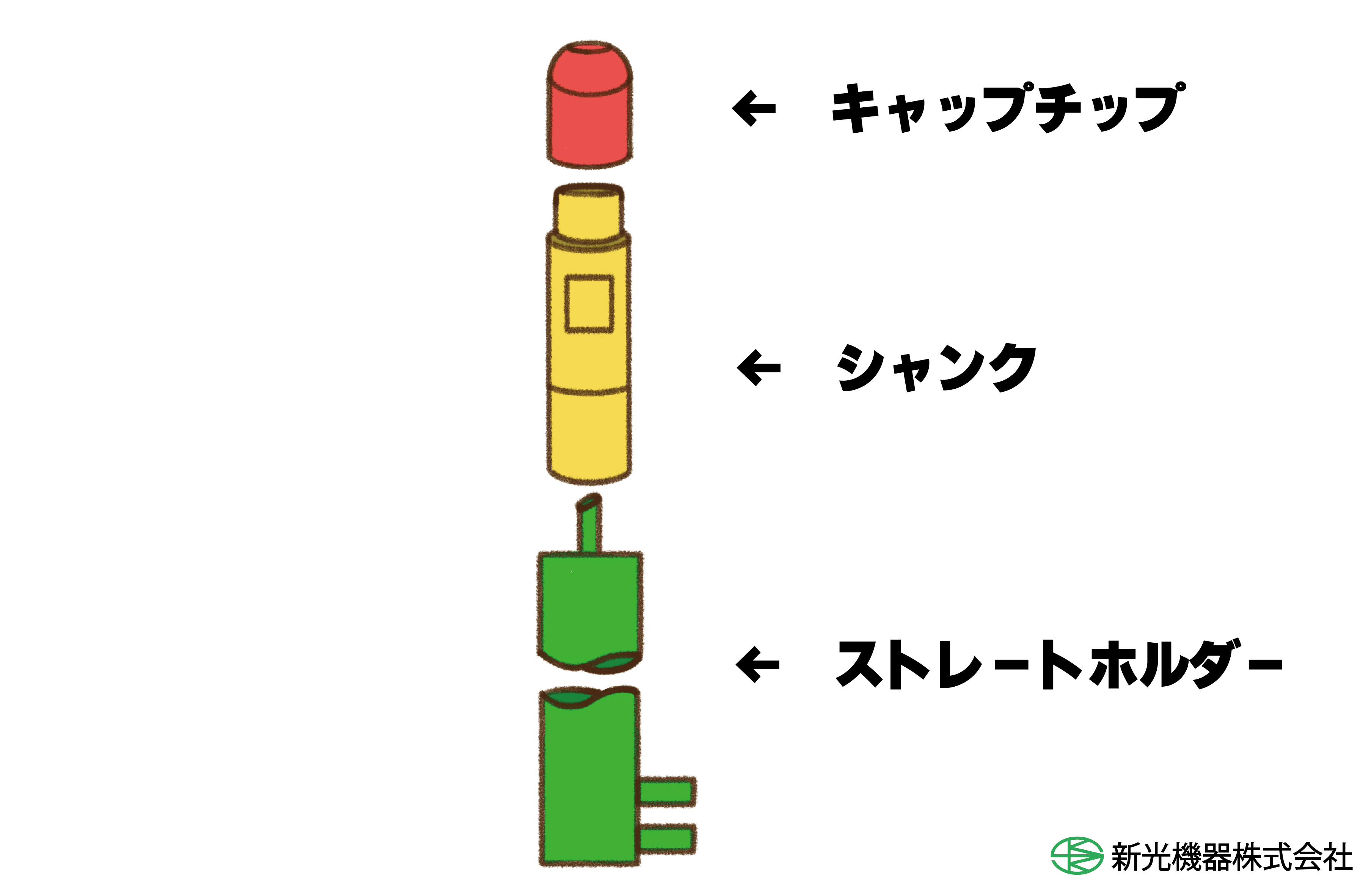
シャンクについて説明をします。
弊社製品のシャンクは、ベリリウム銅を使用しています。これは、前回学んだ各部品同士の張り付きを防ぐためです。
また、ベリリウム銅は高強度・高耐久性に優れているため、加圧時の衝撃に耐えるためにも使用されています。
一般的なシャンクは「ストレートシャンク」ですが、ストレートシャンクでは溶接できないコの字のワークなど、異形のワークには下図の「オフセットシャンク」を使用します。

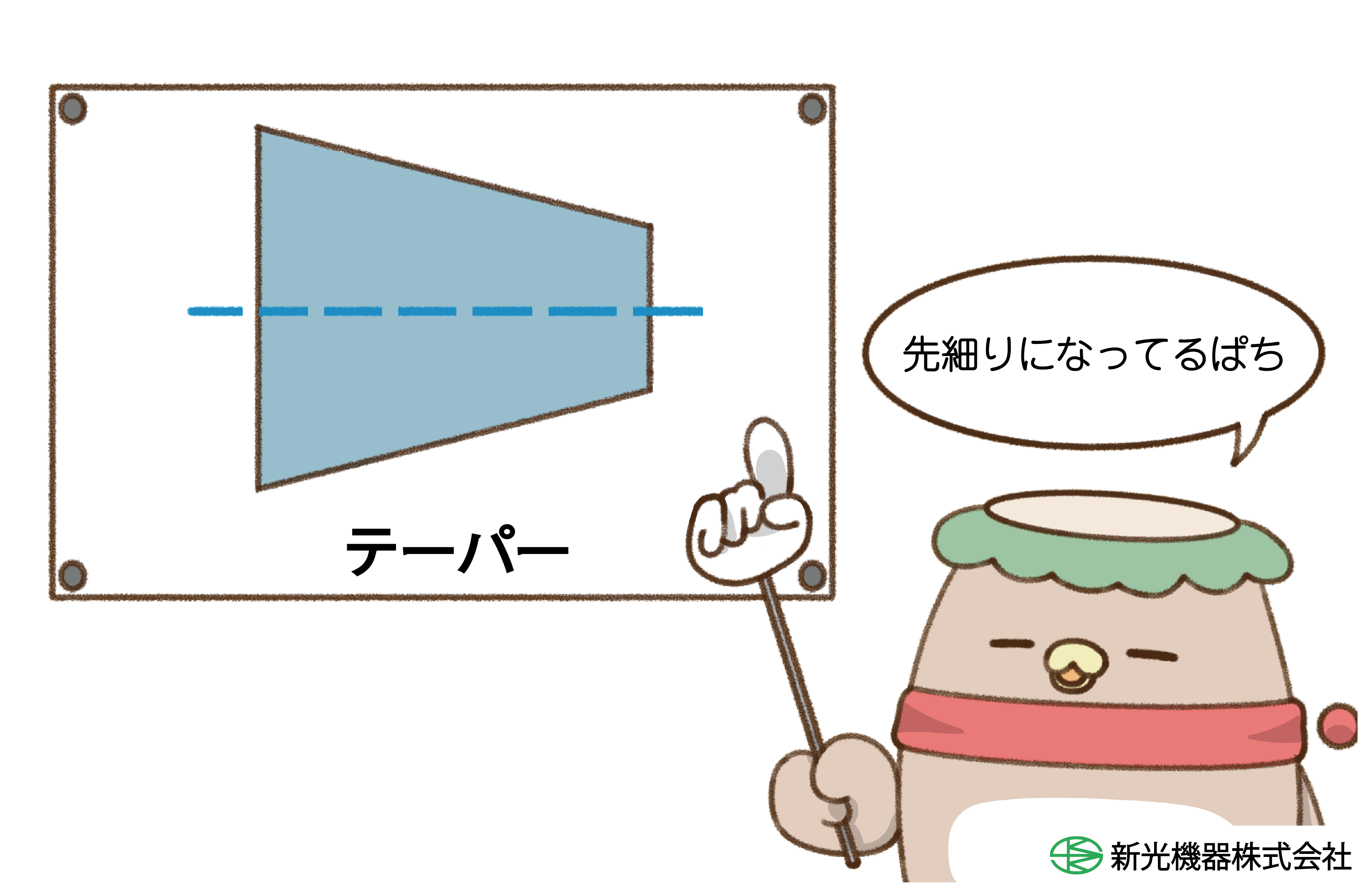
溶接部品の組み合わせ方法には、テーパーが多用されています。
テーパーとは、円錐のような先細りの形のことで、部品同士を組み合わせるための方法として各部品に施されています。
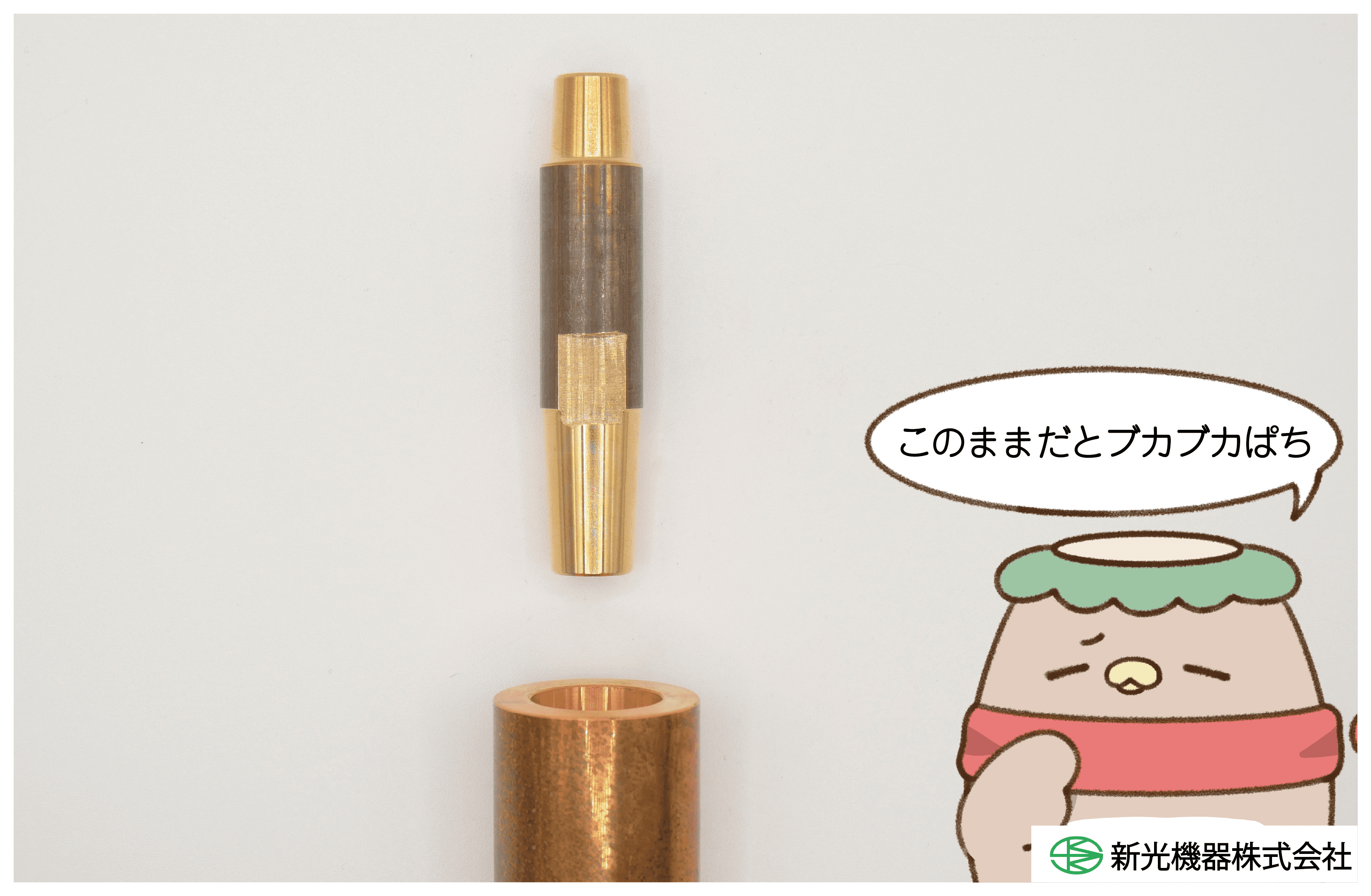
従来、組み合わせたい部品の基準径・テーパーが同じでなければ、組み合わせることはできません。
そこで、簡単にテーパー切り替えが可能な「切り替えホルダー」の出番です。
テーパーが異なる部品同士でも、切り替えホルダーを間に挟むことで組み合わせることができます!

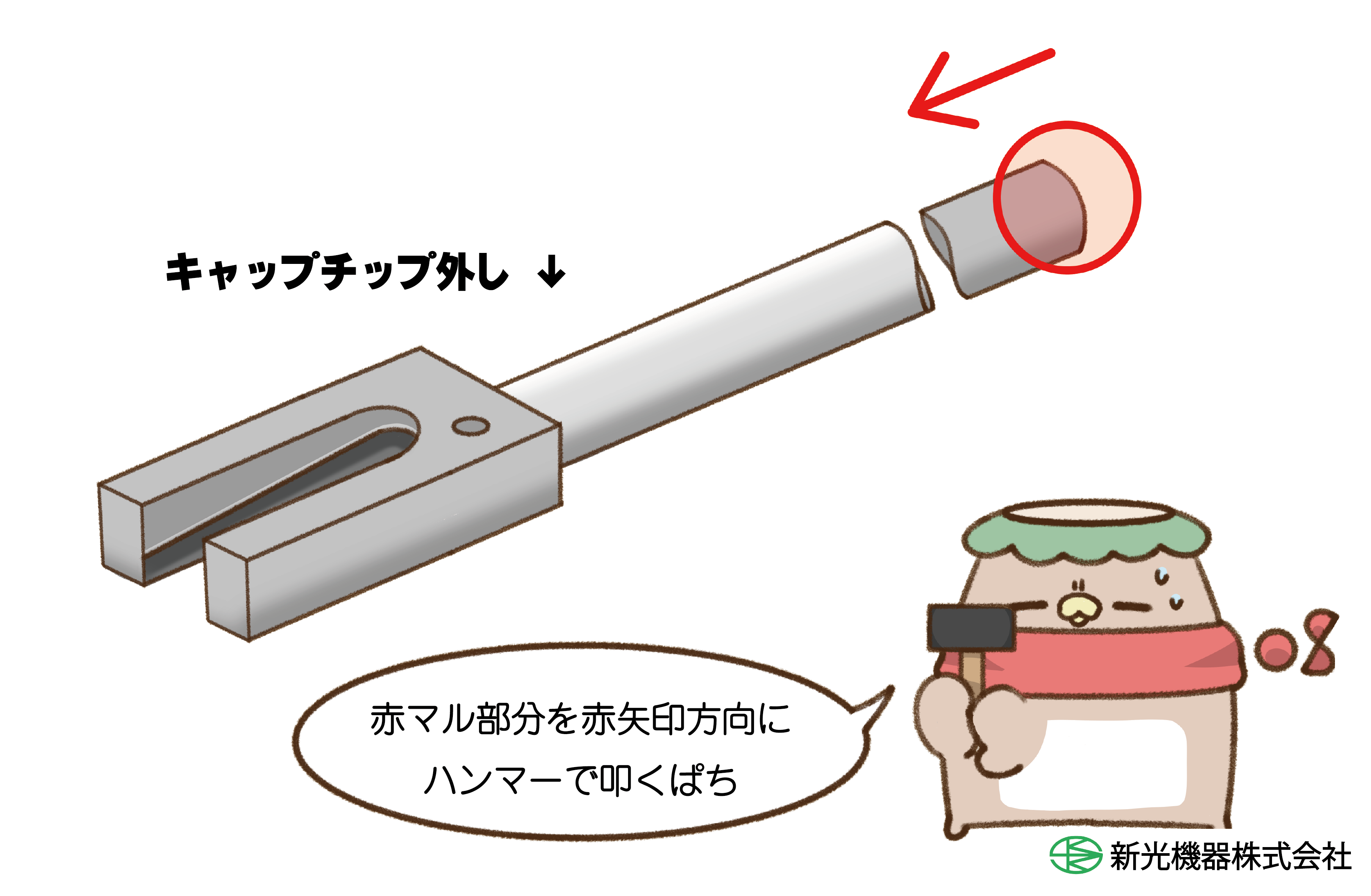
【電極部品の交換】
電極に使用される銅や銅合金は、比較的硬度が低いため無理やり外すのではなく、取り外し専用工具を使用することで簡単・安全に外すことができます。
弊社では、取り外し専用工具として「キャップチップ外し」を販売しています。
これを使用することで、キャップチップ・シャンクのテーパー部分を傷つけることなく外すことができます。
今回はここまで。
次回のコラムでお会いしましょう!
日本銅センター様 PR広報誌「銅誌」弊社掲載のご案内
2024年04月01日令和6年3月31日発行「第196号 銅誌」に、新光機器㈱が紹介されました。
*「銅誌」とは?
古代から現代最先端産業まで、金属材料として「銅」の様々な分野トピックを立て、親しみやすい誌面で構成された日本銅センター様によるPR広報誌です。
下記URLからご覧いただけます。
銅誌196号:https://www.jcda.or.jp/publication/magazine/contents/doshi196
弊社特集ページ:dou196_p6-7pdf.pdf (jcda.or.jp)
「第196号 銅誌」掲載 新光機器初取材に密着!
2024年04月02日この度、新光機器㈱は日本銅センター様PR広報誌「銅誌」に掲載させていただくこととなりました。
新光機器初取材ということもあり、それぞれの想いを胸に2日間の取材に応じました。
そんな取材に広報担当が密着しました!取材風景とともにご紹介していきます。
●1日目~新光機器のご案内~
会長・社長が“これまでの新光機器、これからの新光機器”について説明をします。
2024年5月に創業50周年を迎える当社は、取材とともに改めてこれまでの歩みを振り返りました。
また、次の50周年に向け、今後の取り組みについても説明をします。
この節目をきっかけとし、大きく変わる新光機器を「銅誌」を通して皆様に知って頂ければと思います。
創業50周年記念として誕生した新光機器公式マスコットキャラクター「きゃっぱくん」について、広報担当も少しだけ登場しました!


弊社製品を製造している工場紹介も行います。

大きなカメラで何枚も撮影をされており、どの写真が使われるのかと期待が高まります。
工場内は物が多く薄暗いのですが、撮影された写真を見せていただくと非常に綺麗に映されていて、プロの技を感じました。

実際に工場内の写真が、「銅誌」では掲載されているので、ご注目ください。
●2日目~得意先様訪問~
弊社得意先様にご協力いただき、抵抗溶接の様子を取材させていただきました。
弊社製品が実際に使用されている様子も見ることができ、広報担当としても勉強になる取材となりました。

溶接の様子など、動きのある写真を使用する際は、写真ではなく動画を切り抜いて使用することもあるそうです。

二日間の取材が終了し、別れるのも惜しい程に素晴らしい時間を過ごすことができました。
弊社としても貴重な経験をさせて頂き、ご協力頂いた得意先様並びに日本銅センター様に感謝申し上げます。
いかがでしたでしょうか?
実際の取材現場を皆様に感じて頂き、より楽しく銅誌をお読み頂けると嬉しいです。
弊社が掲載されている「第196号 銅誌」は下記URLよりご覧頂けます。
弊社のほかにも、銅にまつわるユニークな記事が多々紹介されています。これを機に、是非ご一読ください!
銅誌196号:https://www.jcda.or.jp/publication/magazine/contents/doshi196
弊社特集ページ:dou196_p6-7pdf.pdf (jcda.or.jp
特許とは?~基礎編~
2024年04月15日知財部特許室のU.Kと申します。
部署名の通り発明品を特許出願する仕事をしています。
今回のコラムを通して少しでも特許への関心を持って頂けると幸いです。
【特許の目的】
特許法第1条に
「発明の保護及び利用を図ることにより、発明を奨励し、もって産業の発達に寄与すること」と定義されています。
『保護』と『利用』と記載されている通り、発明者には出願から20年間発明の独占権を付与(保護)し、第三者には公開された発明を元に新たな技術の開発(利用)に努めます。
〇「保護」の内容
差し止め請求権、損害賠償請求権、不当利得返還請求権、信用回復措置請求権という民事上の救済措置を受けることができます。 要するに「真似た商品を廃棄してください」「賠償金を払ってください」「真似た商品で得た利益を渡してください」「大々的に謝罪してください」という内容です。
繰り返しになりますが、上記は「発明者の保護」内容です。権利を侵害した者には刑事罰*(侵害の罪)が科せられる場合もあります。
*刑事罰:10年以下の懲役若しくは1千万円以下の罰金又はその両方。法人の場合は3億円以下の罰金。
【どういうものが特許として認められるか?】
概ね『新規性』と『進歩性』があれば認められます。
新規性=新しいもの
進歩性=容易に想像できないもの
を意味します。
一見、「新しい発明を考えること自体難しいのだから、『容易に想像できないもの』(進歩性)なんて文言をわざわざ載せなくていいのでは?」と思うかもしれませんが、そんなことはありません。
六角形の鉛筆を七角形にするだけでも新しい発明になるし、4本足の椅子を5本足の椅子にするだけでも新しい発明になります。このような、「とってつけただけの発明」を防ぐために『進歩性』の記載があるわけです。
どんなに優れた物で、どんなに称賛される物であっても、新規性や進歩性がなければ特許としては認められません。 逆に実用性に乏しく、売れる見込みのない商品だったとしても新規性と進歩性さえあれば特許として認められます。
〇そもそも「新しい」の基準とは?
特許法第29条1項の内容を要約すると、
「日本国内外を問わず、発明者以外の人間に知られていないこと」を指し、
刊行物やネット公開は勿論、見学会や講演等により知られないことが条件です。
「そのうち特許として出すんだから、先に公開してもよくない?」と思うかもしれませんが、特許は、発明時点ではなく出願時点を基準に権利が付与されるようになっています。
そのため、学会等で発表した自己の発明品を無関係の人間に出願されても文句は言え……なくもないですが、あくまでも例外規定であり、証明も手続きも面倒になるので、最初からこのようなことが起きないよう発表のタイミングには十分注意しましょう。
【出願≠権利取得】
特許は出願しただけでは、権利を取得できません。
出願から3年以内に出願審査請求をして、新規性・進歩性等の特許要件を備えていれば特許として認められます。
出願審査請求とは読んで字のごとく「『出願したものを審査してください』という請求」です。
〇何故出願と同時に審査をしてくれないのか?
結論から言うと、発明者に特許が本当に必要なものか否か、考え直す期間を与えるためです。
前述の通り、特許は発明時点ではなく出願時点を基準に権利が付与されるようになっています。そのため、焦って必要性のない発明品まで出願してしまう恐れがあります。 出願審査請求代は約15万円と決して安い金額ではないので、発明が公開されてから、改めて特許の必要性について吟味しても遅くはないでしょう。
【特許として認められなかったら?】
先程、「特許要件を備えていれば特許として認められる」と言いました。
特許要件を備えていないと認定された場合、特許庁から『拒絶理由通知書』が送付されます。
文字通り特許がボツになった理由が記されています。
(概ね、「以下の文献に似た発明があるから進歩性がない」と言った内容)
これが届いたらもう二度と特許権を取得できない……というわけではありません。
拒絶理由通知書の発送日から60日以内に、意見書・手続補正書という中間書類を送り反論することができます。この場合補正により文献の発明との相違を明確にします。
逆に言えば、中間書類を送らなかった段階で拒絶査定(完全にボツ)となります。
【補正する際の注意事項】
ここで注意しておきたいのが、補正箇所は新しい技術事項を追加してはならないという点です。
例えば、「〇〇を塗布することで長持ちするコンタクトチップ」という出願をした際、
「〇〇をキャップチップに塗布した発明が既にある。そのため、キャップチップの代わりに〇〇をコンタクトチップに塗布することは容易に想像できる」という拒絶理由通知書が送付されたとします。それに対し、
「〇〇をコンタクトチップに塗布するのは、キャップチップに塗布するのとは違って、何たらかんたらという技術が必要なため云々……」
という補正書類を送ったとします。
しかし、マーカー部分が当初出願書類に記載されていないと、新規事項の追加として拒絶されます。
引用元:特許庁HP
今回はここまで。
次回のコラムでお会いしましょう!
GW休業のお知らせ
2024年04月23日誠に勝手ではございますか、弊社では下記の期間をGW休業とさせていただきます。
【休業期間】
4月27日(土)~5月5日(日)
休業期間中のお問い合わせは、営業再開後の5月6日(月)から順次対応させていただきます。
ご不便をおかけしますが、何卒ご理解の程よろしくお願い致します。
創立50周年のご挨拶
2024年05月14日新光機器株式会社は、2024年5月11日(土)をもちまして50周年を迎えました。

この節目の年を無事に迎える事ができました。
事は、皆様の多大なるご支援の賜物と心より感謝申し上げます。
全社結束し初心にかえって、社業発展に精一杯の努力を傾ける所存でございます。
何卒ご指導ご鞭撻を賜りますよう、よろしくお願い申し上げます。
代表取締役会長 蕗澤武夫
2024年4月26日 中部経済新聞当社掲載のお知らせ
2024年05月28日当社社員の 広報室 西口綾乃さん が、中部経済新聞にて紹介されました。
趣味のイラストを仕事に活かし、会社に貢献する様子を取材していただきました。

2024年5月1日 中部経済新聞当社掲載のお知らせ
2024年05月28日当社「ZMコンタクトチップ」及び小牧工場が、中部経済新聞にて紹介されました。
SDGs・カービンニュートラルの観点から、同商品を取材して頂きました。

「きゃっぱくん」商標登録のお知らせ
2024年05月28日2024年4月4日より、新光機器のオリジナルキャラクター「きゃっぱくん」が商標登録されました。

【商標の三大機能】
⓵商品又は役務の出所を表示する機能(出所表示機能)
自己の商品・役務を他人のものと区別する機能を有しています。
⓶商品の品質又は役務の質を保証する機能(品質保証機能)
同一の商標を付した商品・役務は、いつも一定の品質又は質を備えているという信頼を保証する機能
です。
③商品又は役務の広告的機能(広告機能)
商標を広告に使用することにより、その事業者の商品・役務であることを需要者に伝え、商品。役務
の購買・利用を喚起させる機能です。
【商標権の存続期間】
存続期間は原則10年です。が、何度でも更新が可能なため半永久的に権利を保持することができます。
第1回 新光機器を知ろう~岡崎営業所紹介~
2024年06月14日新光機器は、国内に19か所の営業所を構えています。
その中でも新光一の売上を誇っているのが、岡崎営業所です。
その売上の秘訣を探るべく、所長に一日同行します!

8:30 新光機器の朝が始まります。
朝礼後、メールのチェック、今日納品の商品確認などを行います。

10:00 営業に出発します。ルート営業のため、伺うお客様は毎週決まっています。
日によっては資料作成などで正午近くまで営業所にいる時もあるそうです。

10:30 お客様に商品をお届けします。それだけでなく、新しい商品の提案やお困りごと解決、「他に
何かありませんか?」とお客様が質問しやすい空気作りをします。
この日も、新たに機械をご購入いただけたみたいです!

12:00 豊川市にてお昼休憩。休日によく行かれるハンバーグ屋さんに連れてきてもらいました。
ふわふわでとってもおいしい。
所長は写真を撮り終わるまで待っていてくれています。

13:00 眠気に負けず、午後の営業開始!
ノギス(立体物を図るための定規のようなもの)とノートは必需品です。
岡崎営業所は、お付き合いの長いお客様が多いそうです。
現場に行くことを心がけ、直接コミュニケーションを取ることで生まれた関係性であると、
所長は語ります。

16:30 カタログを使用して製品の確認を行います。
当社主力商品であるキャップチップは、段ボール1箱に800~1000個が入り、その重さは15キ
ロ~20キロほどにもなるそうです。商品を運ぶだけでまるで筋トレ。
当社の営業は、知識・情報・筋力が重要になってきそうですね。

17:30 本日の営業終了!合計8社のお客様を訪問しました。
雨風強い中の営業活動は大変でしたが、お客様と笑顔でお話する姿が印象的でした。
新卒で入社し23年間新光機器に勤めている岡崎営業所所長。
10年かけて新光機器のほぼ全ての知識と対応力を身に付けました。
知識のコツは、説明書とカタログに書いてあることを頭に叩き込むこと。一般的には知られていない業界のため、学ぶ姿勢が非常に重要だそうです。
また、今回撮影にご協力頂いたお客様方に謹んでお礼申し上げます。
岡崎営業所の売上の秘密…それはお客様との信頼関係によるものと感じました。
「この人に聞けば大丈夫」と安心感を持っていただくことが、その関係に繋がっていると思います。
とっても優しく今回の同行も快く引き受けてくれた岡崎営業所所長!今後も新光機器ナンバーワン売上営業所所長として、大大大活躍を期待しています!!
1. Let’s learn about welding!~Resistance Welding~
2024年07月03日Kyappa-kun is a cap tip that was born in Shinkokiki’s own factory.
As a newborn, he is very interested in welding.
Let’s learn to weld with him.
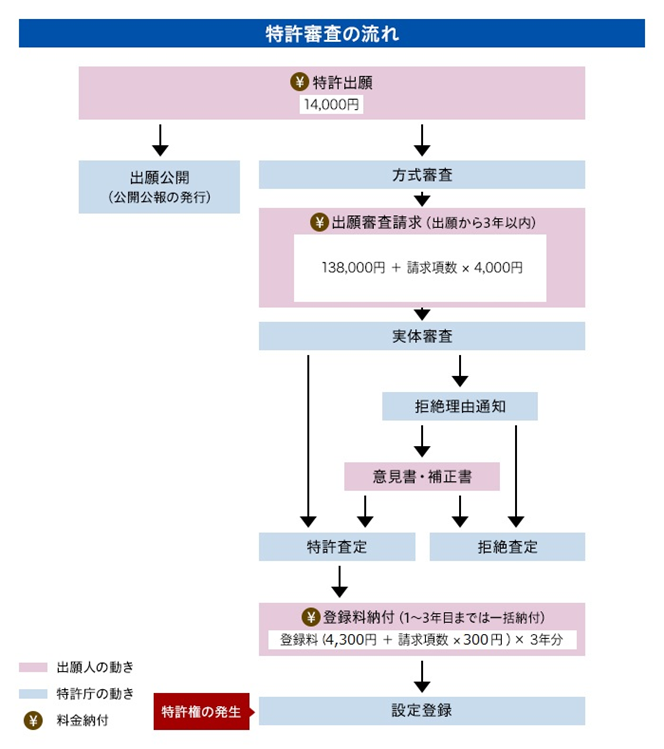
【Classification and Types of Welding】
There are many types of welding, as shown in the figure.
Among them, we will learn about resistance welding in this issue.
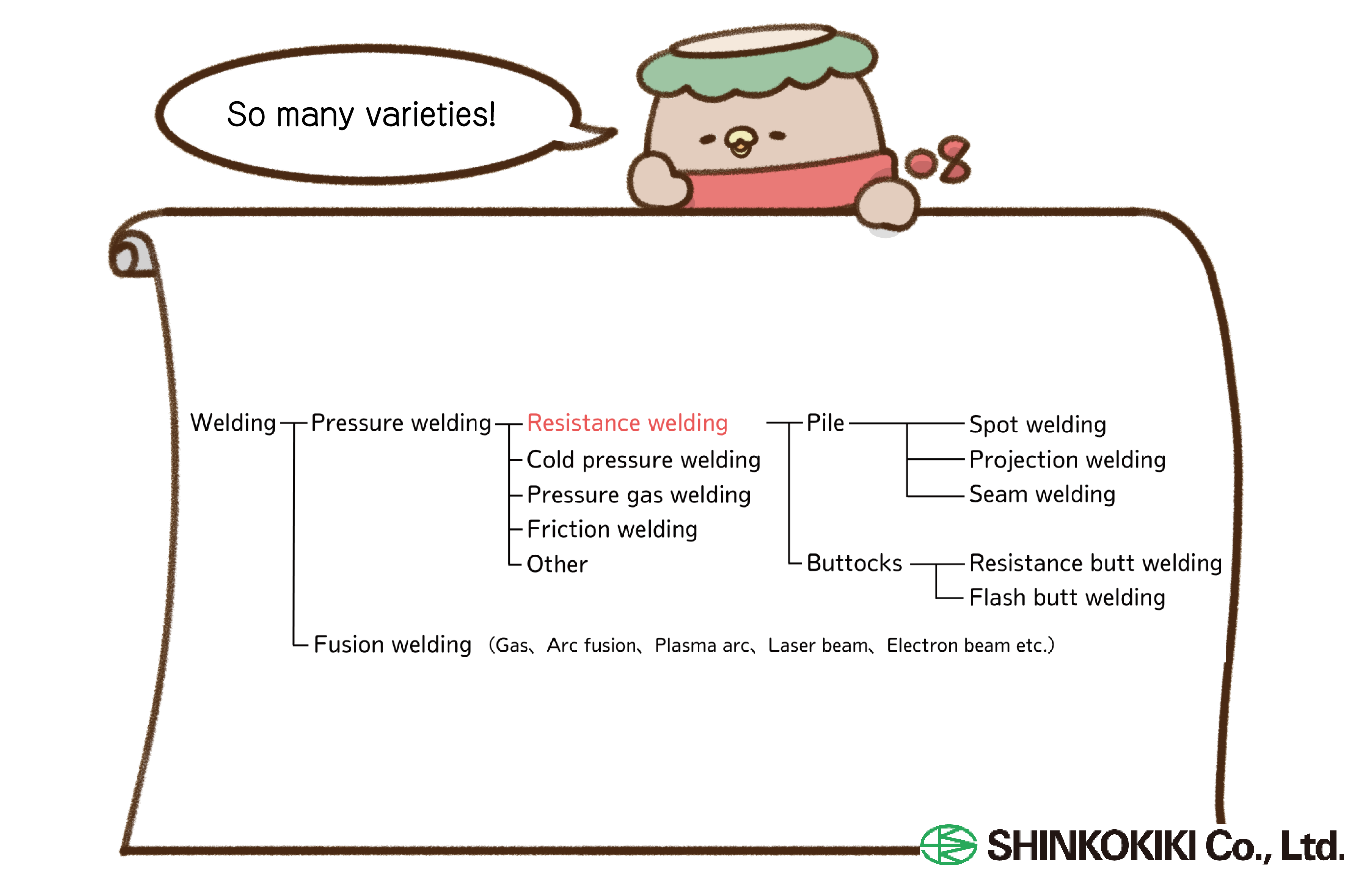
【What is resistance welding?】
Resistance welding is a welding process used to join steel plates together.
When two steel plates are overlapped, moderate pressure is applied to the area to be welded, and an electric current is applied, the plates melt and adhere to each other due to resistance heat generation.
The melted and bonded portion is called the nugget.
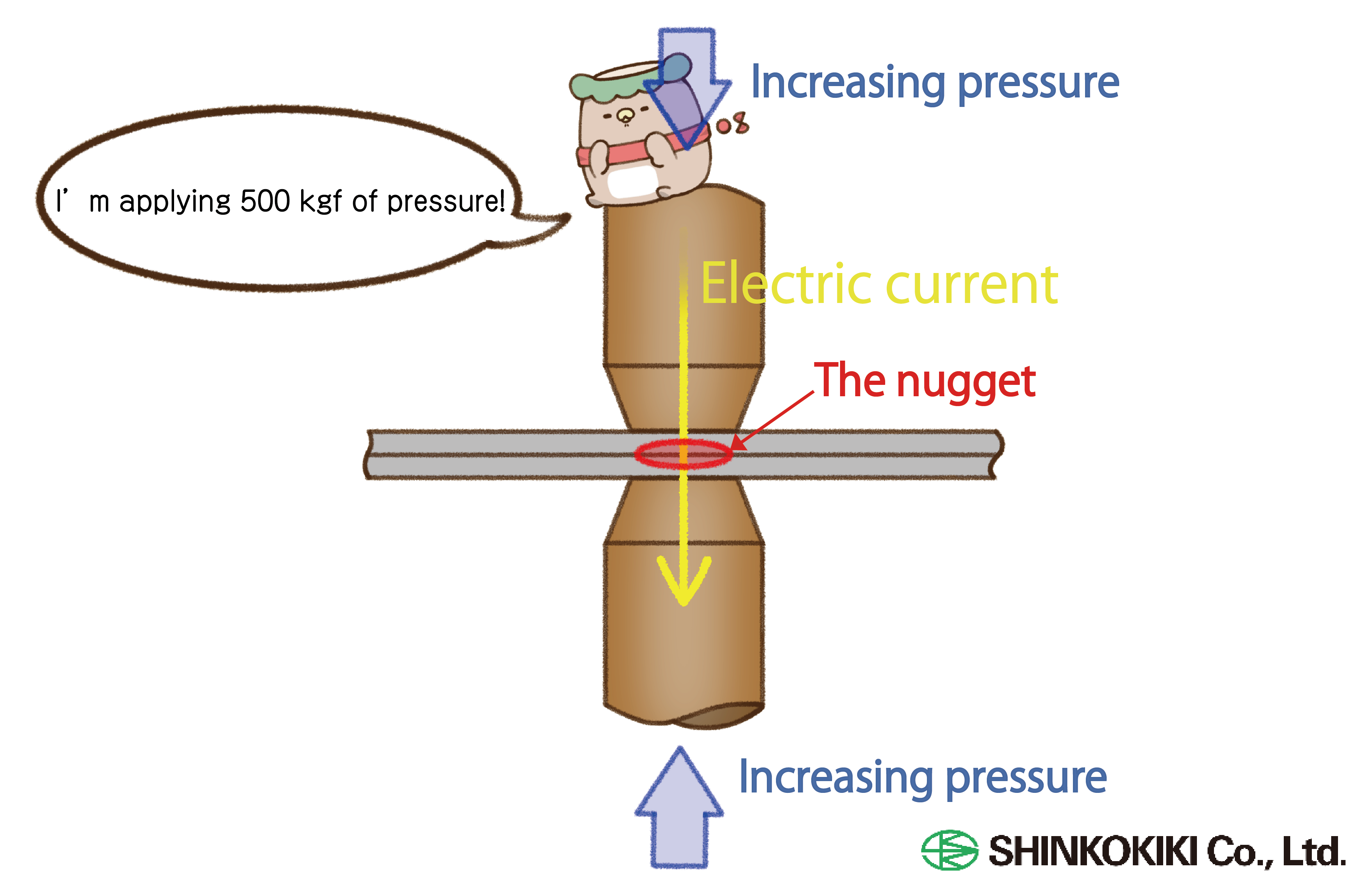
【Pros and cons of spot welding】
There are several types of resistance welding, the most typical of which is spot welding.
Spot welding is ideal for thin plate welding and electrode control is very important.
Let’s take a closer look at the features.
【What is an electrode?】
Electrodes are essential for conducting electrical current and generating resistance heat.
Electrodes used in resistance welding are primarily made of copper alloys.
Copper alloys are utilized due to their ability to withstand high pressures and temperatures, as well as their consumable and stable nature. They are also easy to process and cost-effective.
Electrodes are generally,
Chromium copper
Chromium zirconium copper
Alumina dispersion strengthened copper
are generally used.
Chrome copper is a widely used material.
Chrome zirconium copper is more durable than chrome copper, which is also commonly used. It is a harder material.
Alumina dispersion strengthened copper is utilized in severe welding conditions because of its excellent heat resistance.
Beryllium copper is an infrequently utilized material.
Our products primarily use Chrome Zirconium Copper and Alumina Dispersion Strengthened Copper.

That’s all for this time.
See you in the next column!
第4回 溶接を学ぼう~プロジェクション溶接編~
2024年07月22日前回、スポット溶接で使用する部品の組み合わせについて学んだきゃっぱくん。
今回は、新たにプロジェクション溶接について学んでいきましょう。
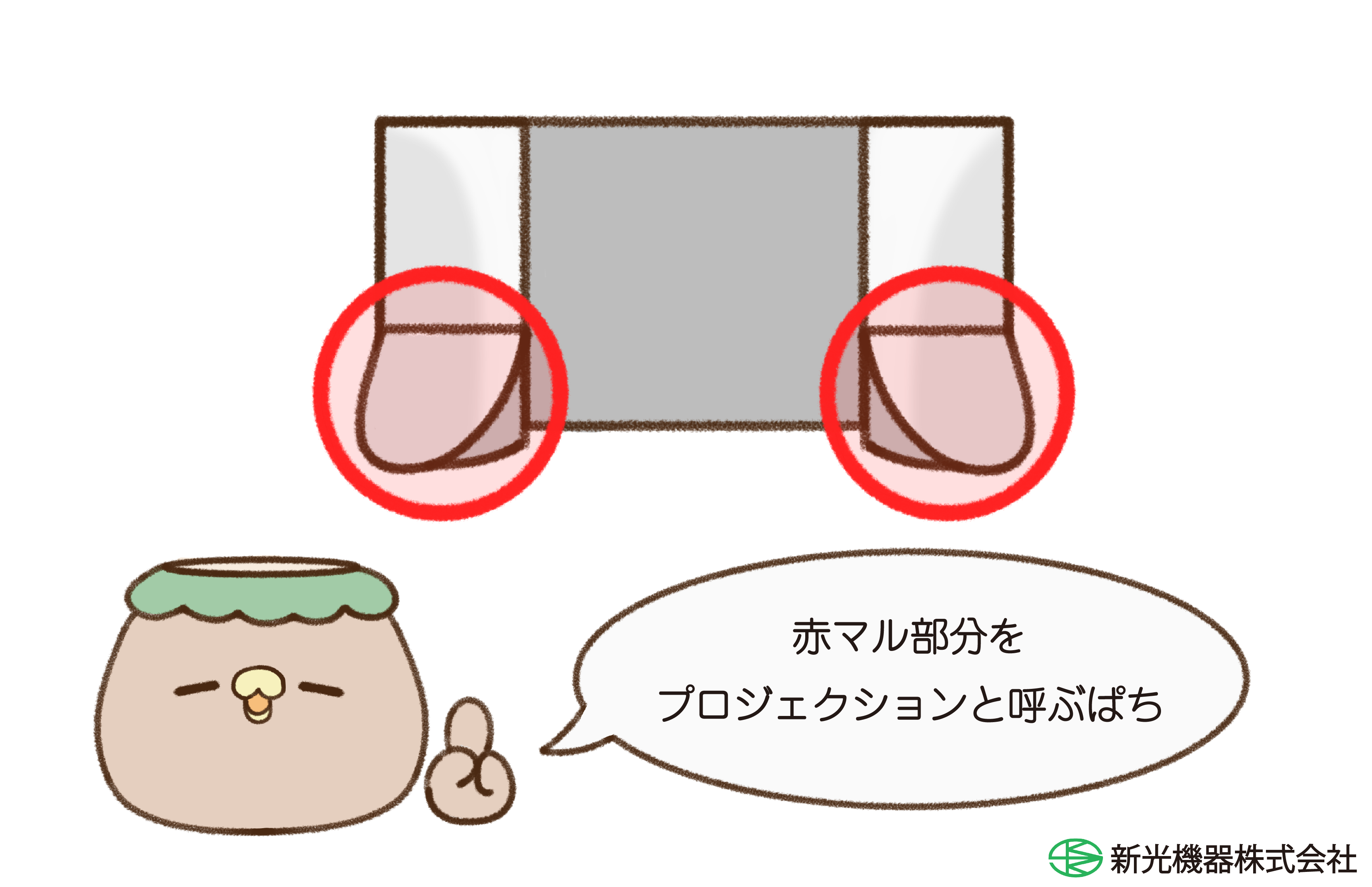
【プロジェクション溶接とは?】
抵抗溶接の一種で、ナットやボルトに突起部を設け、その突起と母材間に電流と加圧力を集中し、抵抗発熱を利用して溶融圧接する溶接方法です。この突起物のことをプロジェクションと呼びます。
【各部の名称と組み合わせ(ナット溶接ver.)】
ナット溶接では、下部電極・ガイドピン・下部電極ホルダーの3点で下側一式となります。
上側は、弊社商品である上部電極等を使用します。
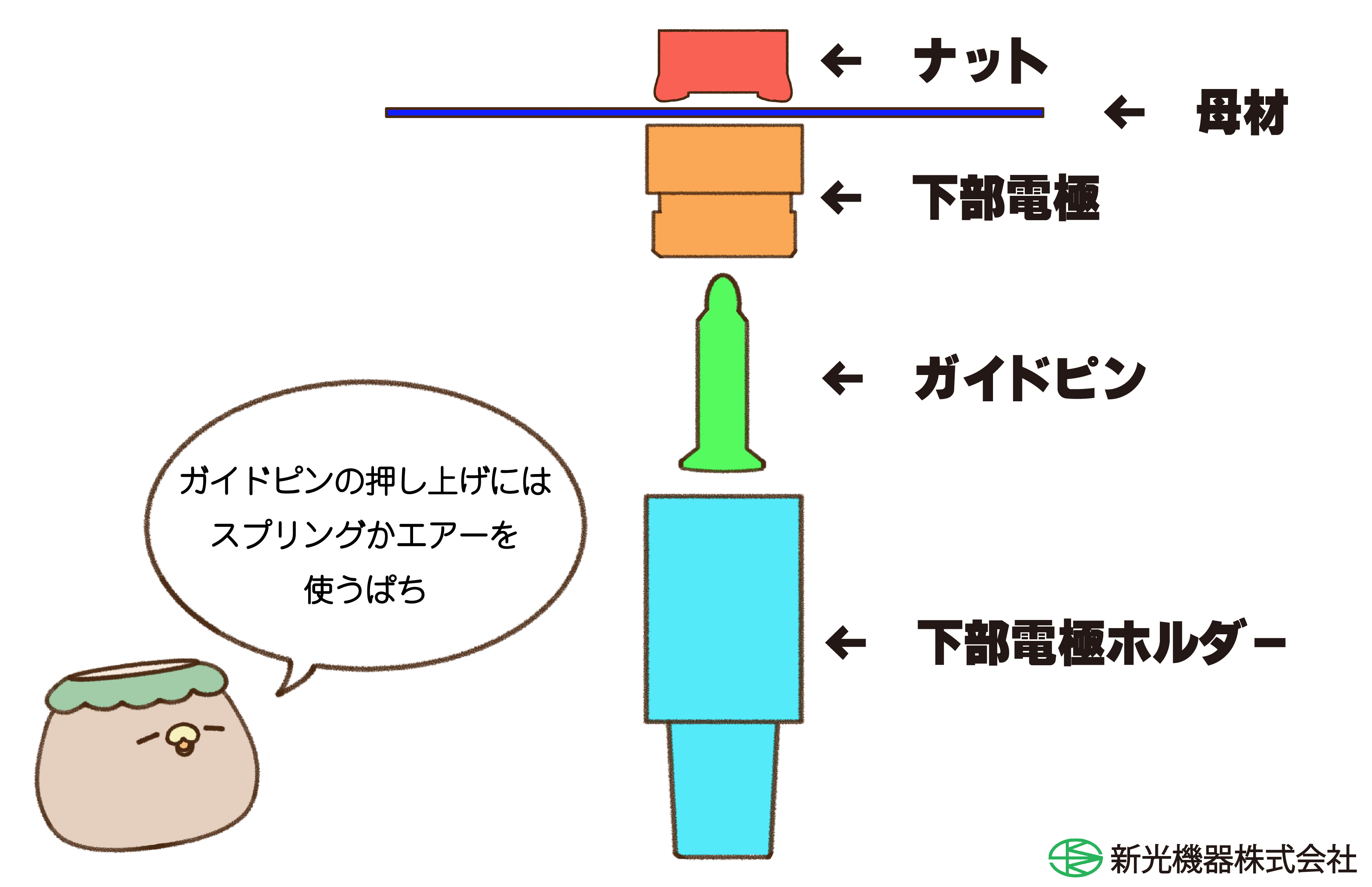
【ガイドピンとは?】
ガイドピンとは、その名の通り溶接する際のガイド役のピンで、ナットを溶接する際に使用されます。ナットのプロジェクション溶接の場合、ワークに穴が開いています。
ナットの相方はボルトで、組付け時に使われます。そのため、ワークに穴が必要となり、その穴の中心にナットがあることが望ましいです。
そこで、ガイドピンの出番です。
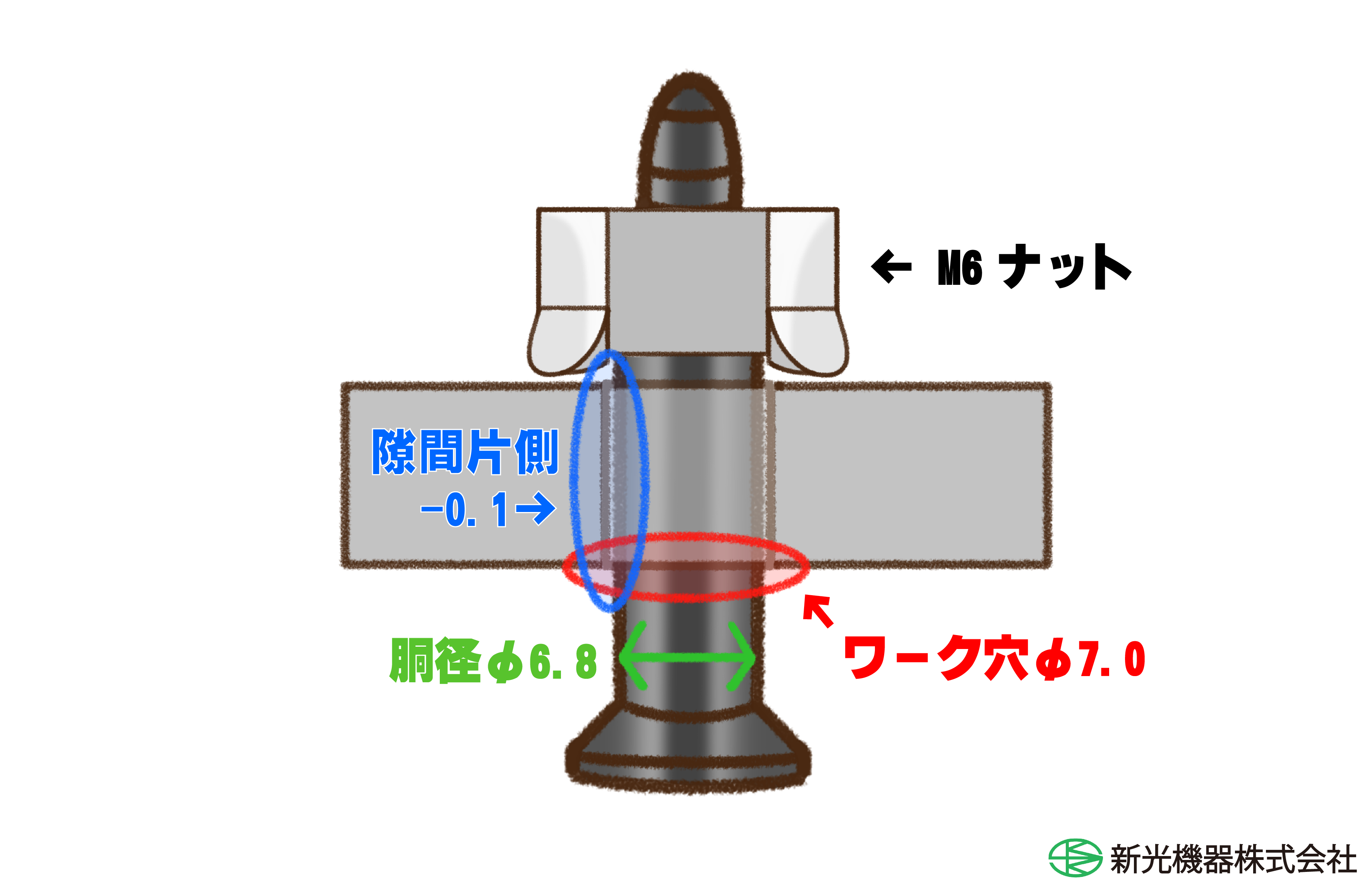
例として、M6ナットの場合、ワーク穴はφ7.0開いているとします。それに対して、ガイドピンの胴径はφ6.8のものを選択します。穴径の隙間が片側-0.1なので、ほぼ中心と言えます。
こうしてガイドすることにより、ナットがワーク穴の中心で溶接され、その後の後付け工程でボルトの組付けに不具合を起こさないことになります。
ガイドピンは、ナットのガイドが目的のため、電気が流れる材質を使用するとピンとナットがくっついてしまいます。それを防ぐため、ガイドピンは絶縁でなければならないのです。
弊社製品の材質には、「KCF」と「セラミックス」があります。
KCFは、電気絶縁被膜処理をした特殊なステンレス。セラミックスは、非金属の電気絶縁体ですです。KCFガイドピンとセラミックスガイドピンそれぞれの特徴を見てみましょう。
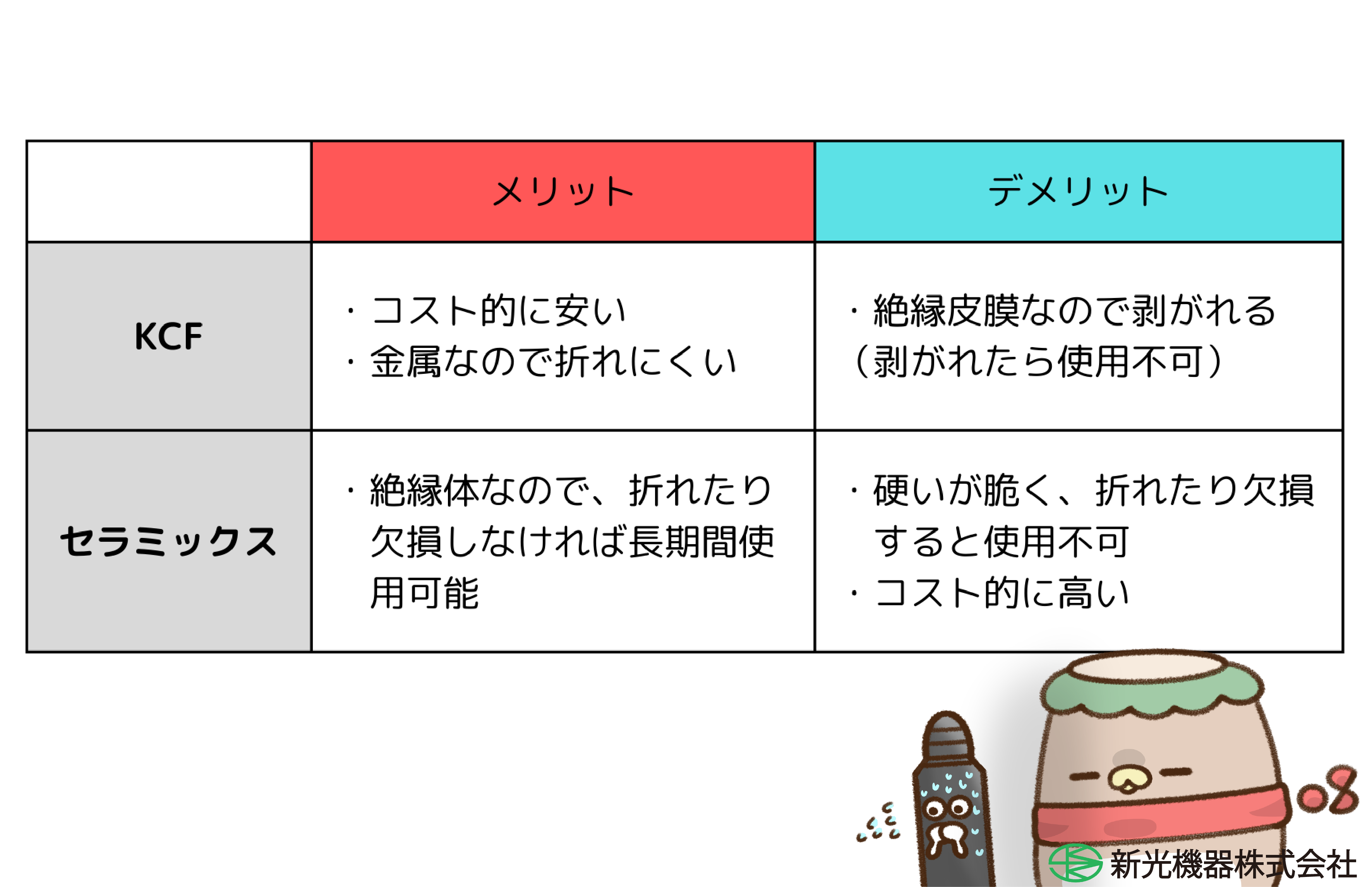
どちらを選択するかは、ナットの種類や母材の大きさ、自動(ロボット)か手動(手打ち)、作業性やコストも含めて判断しましょう。
今回はここまで!次回のコラムでお会いしましょう。
夏季休業のお知らせ
2024年07月29日誠に勝手ではございますか、弊社では下記の期間を夏季休業とさせていただきます。
【休業期間】
8月10日(土)~ 8月18日(日)
休業期間中のお問い合わせは、営業再開後の8月19日(月)から順次対応させていただきます。
ご不便をおかけしますが、何卒ご理解の程よろしくお願い致します。
2. Let’s learn about welding!~Electrodes~
2024年07月29日Last time, Kyappa-kun learned about the characteristics of resistance welding.
This time we will learn about the “electrodes” used in spot welding.
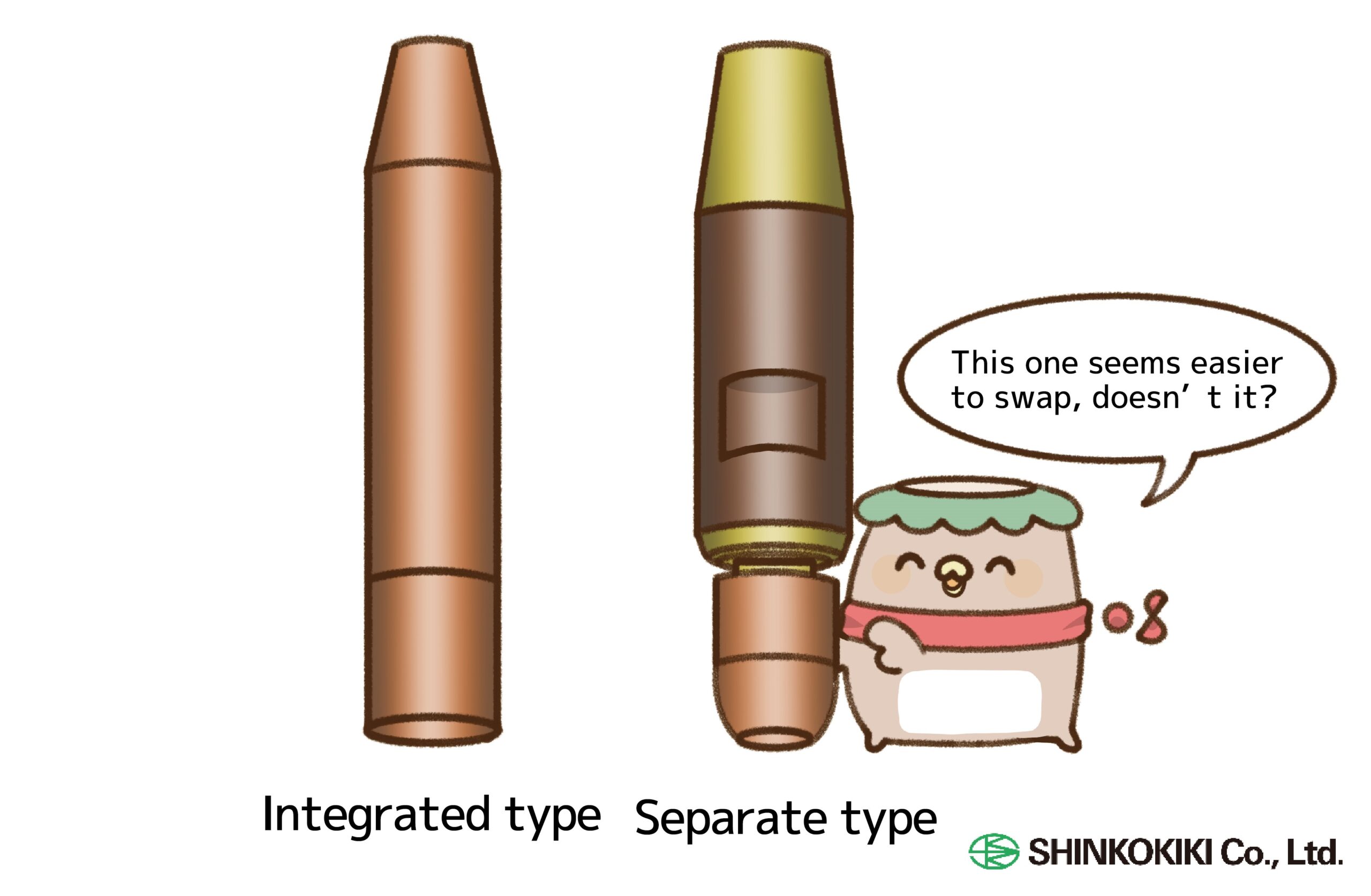
【Types of Electrodes】
Electrodes come in two types: separate and integrated.
Representing the separate type, there is the ‘cap tip’ which is used in combination with a shaft.
An important point to note is that if the materials of each component are the same, the chip may adhere tightly due to pressure and heat during welding, making it difficult to remove. Therefore, it is recommended to use materials of different types to prevent this.
The integrated type is where the cap tip and shank are combined into one piece.
Representative examples are ‘straight tips’ and ‘spot tips’. For the separate type, only the cap tip needs to be replaced, resulting in cost savings compared to the integrated type.
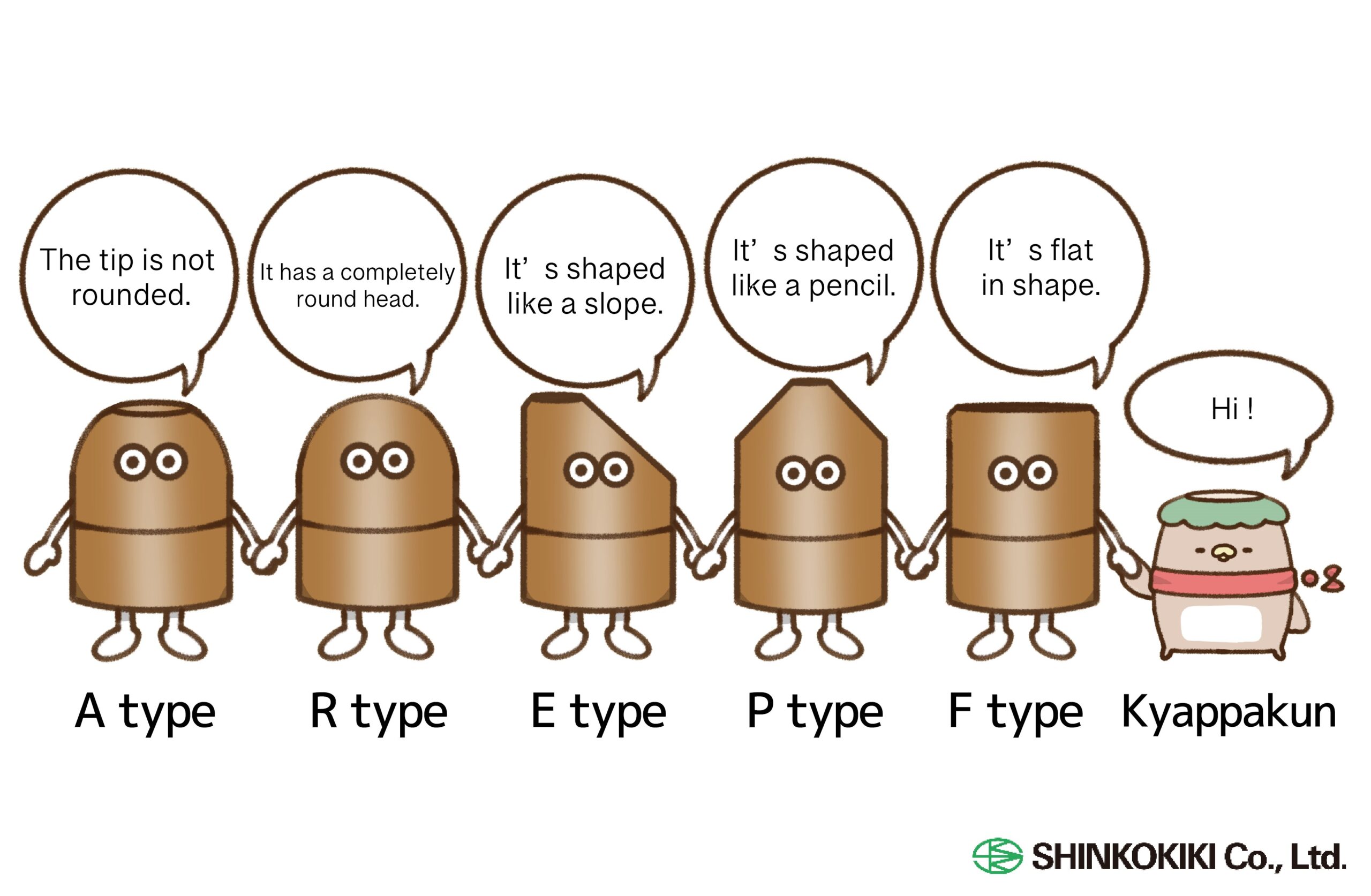
【Shape of the electrode】
Electrodes come in different shapes and are used for different purposes.
Type A is generally used, but for box or corner welds, type P is used, which narrows toward the tip.
Let’s take a closer look at the shapes in our company’s products.
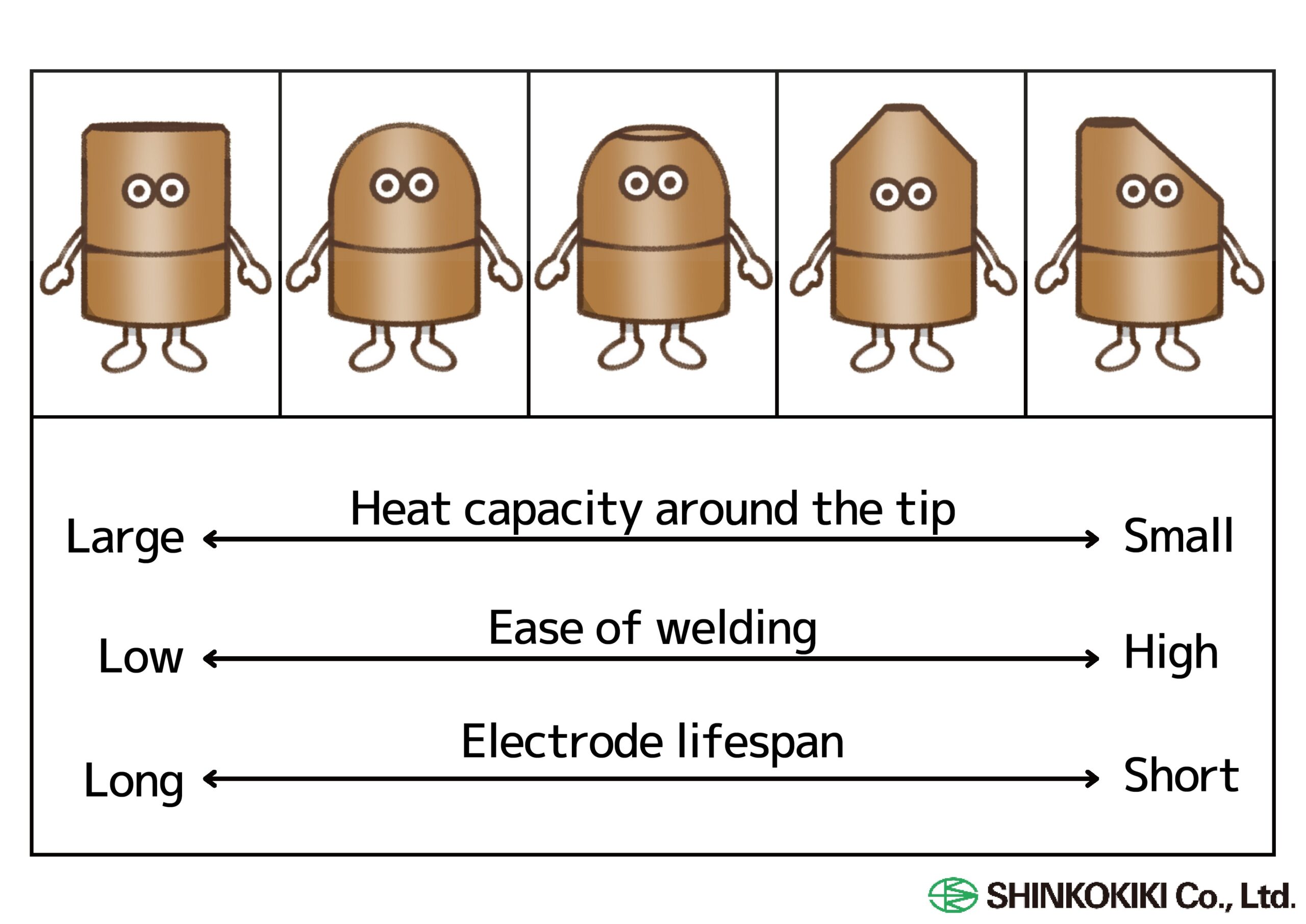
【Influence of electrode tip shape】
The shape affects the “heat capacity,” “ease of welding,” and “life” of the electrode tip.
As you can see from the table, it’s not just a matter of ease of use, but it’s better to choose types like R or A, which have a higher heat capacity.
【The cooling effect of the electrode】
The most important thing in stabilizing the quality of resistance welding is to keep the shape of the electrode tip as close to its original shape as possible.
Continuing to apply pressure while the electrode is heating can make it more susceptible to deformation.
For example, if the electrode tip diameter is Φ6mm and increases by only 1mm to Φ7mm at the same current, the resistance heating power decreases by more than 40%.
The key is to cool the electrodes in the optimal position.
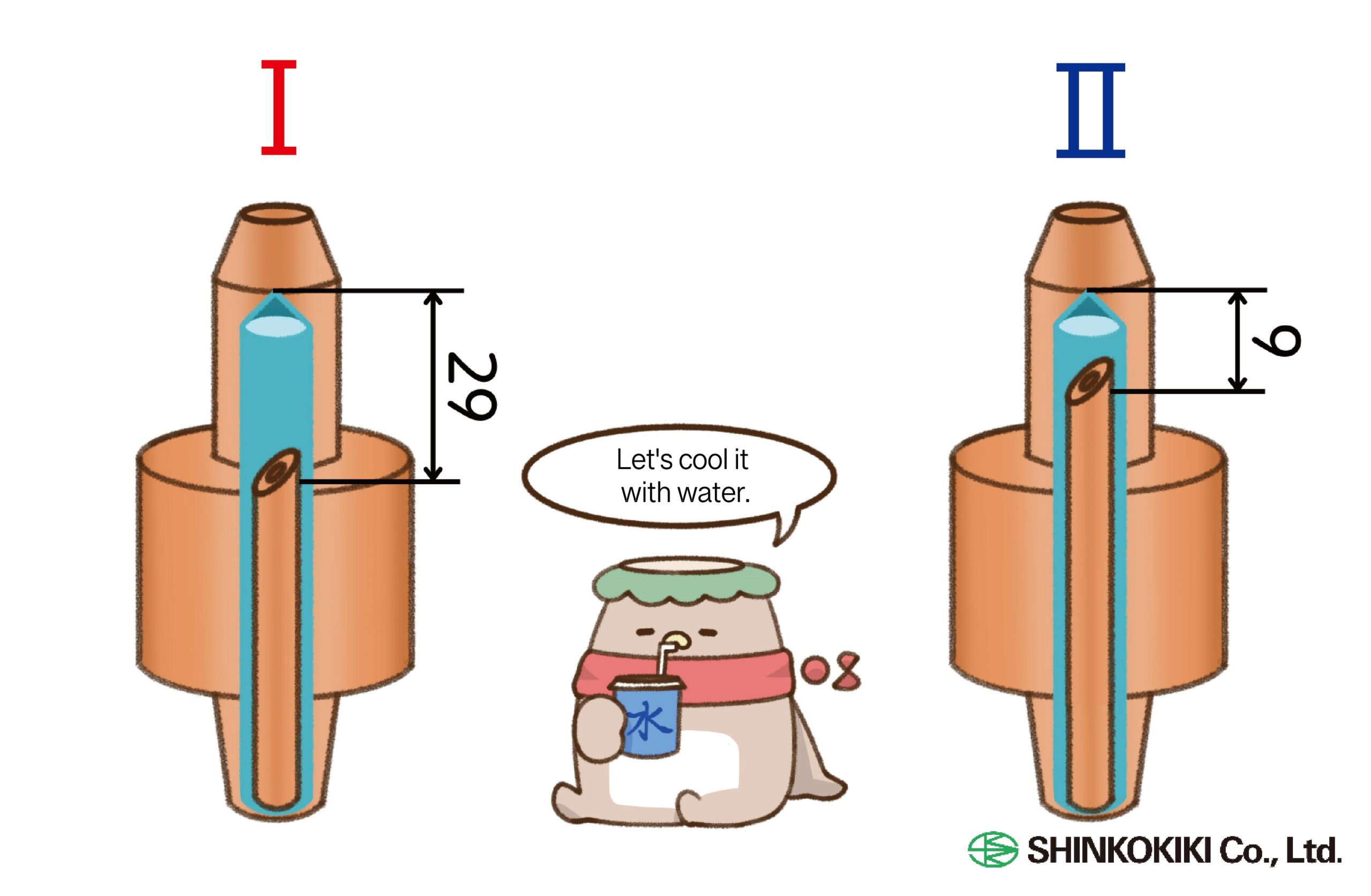
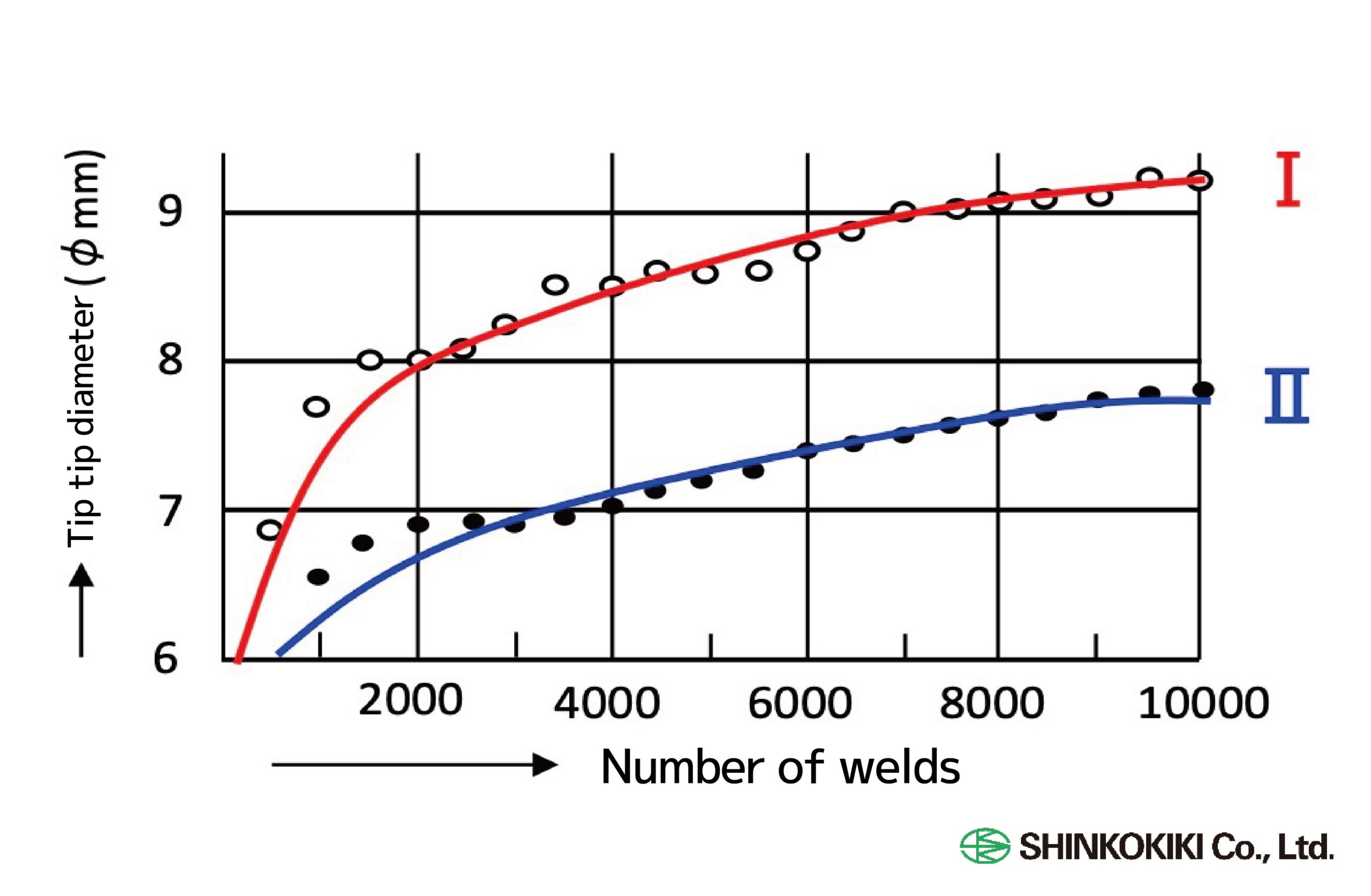
Using chrome-zirconium copper, with a thickness of soft steel plate at 0.9 mm, a current of 7,500 A, for 8 cycles, with a pressure of 210 kgf and a welding speed of 80 points per minute.
When comparing the number of welding spots until the tip diameter increases from Φ6mm to Φ7mm.
Ⅰ. When the distance to the electrode tip is 29mm, there are about 900 spots.
Ⅱ. When the distance to the electrode tip is 9mm, there are about 3800 spots.
This results in a difference of more than 4 times.
The shorter the distance to the electrode tip, the more efficiently you can cool the electrode with water. This allows you to keep the electrode tip shape closer to new for a longer period of time.
That’s right. Cooling the electrode in the optimal position is directly correlated to the stability of the weld quality.
That’s all for this time.
See you in the next column!
第1回 SWSを知ろう~会社紹介~ 前編
2024年08月19日SHINKO WEL-TEC SERVICE CO., LTD.社長の伊藤です。
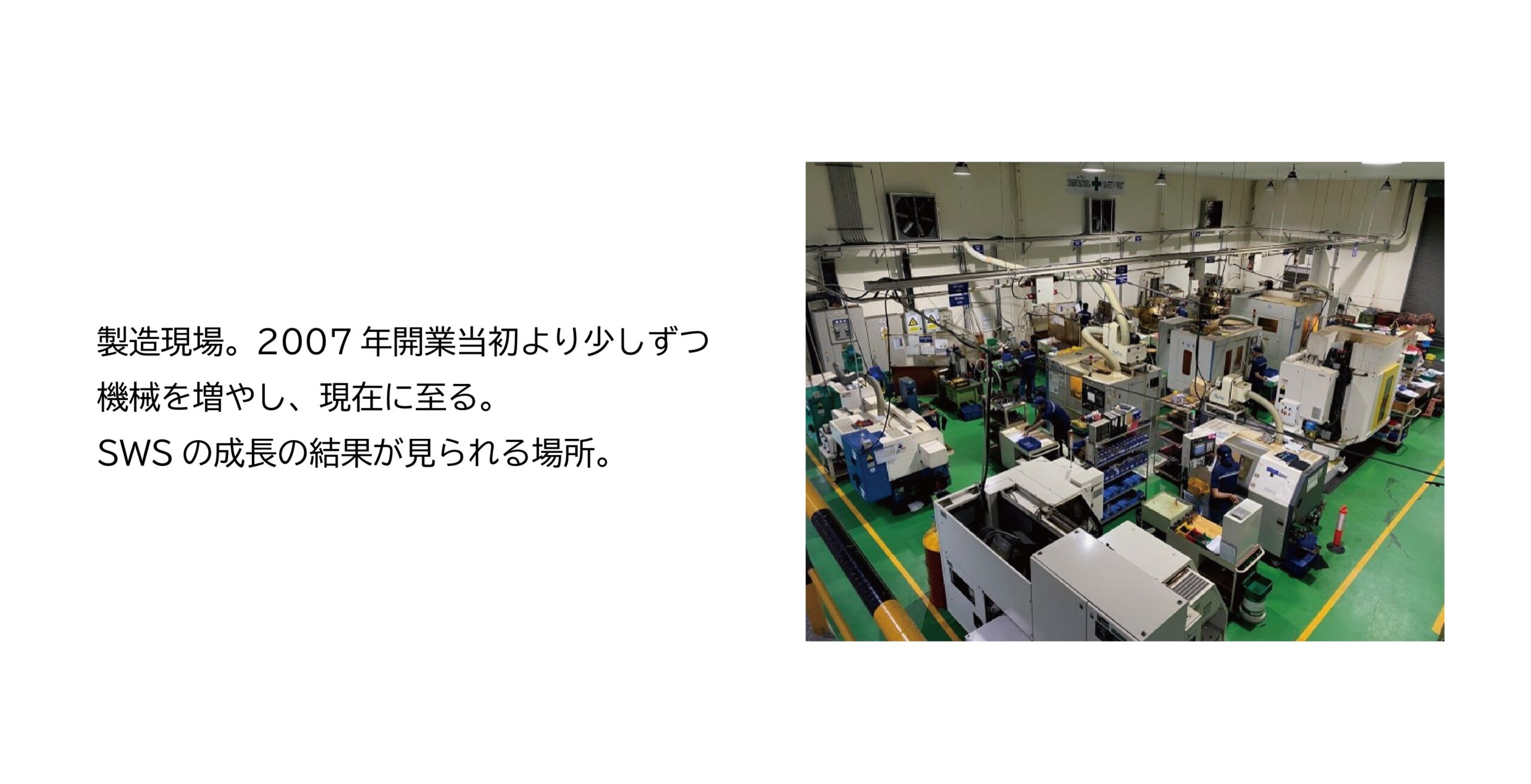
SHINKO WEL-TEC SERVICE CO., LTD.は2007年8月9日にタイのチョンブリ県、アマタナコン工業団地(現アマタシティチョンブリ)に新光機器(株)の現地法人として設立されました。
チョンブリ県は首都バンコクから南へ60kmほどの地点。観光地として有名なビーチリゾート、パタヤとの中間地点にあります。
また、お寺や遺跡で有名なバンコク北部、アユタヤ県と東北部に近いプラチンブリ県には営業所を置き、遠方のお客様へも迅速な対応をしています。
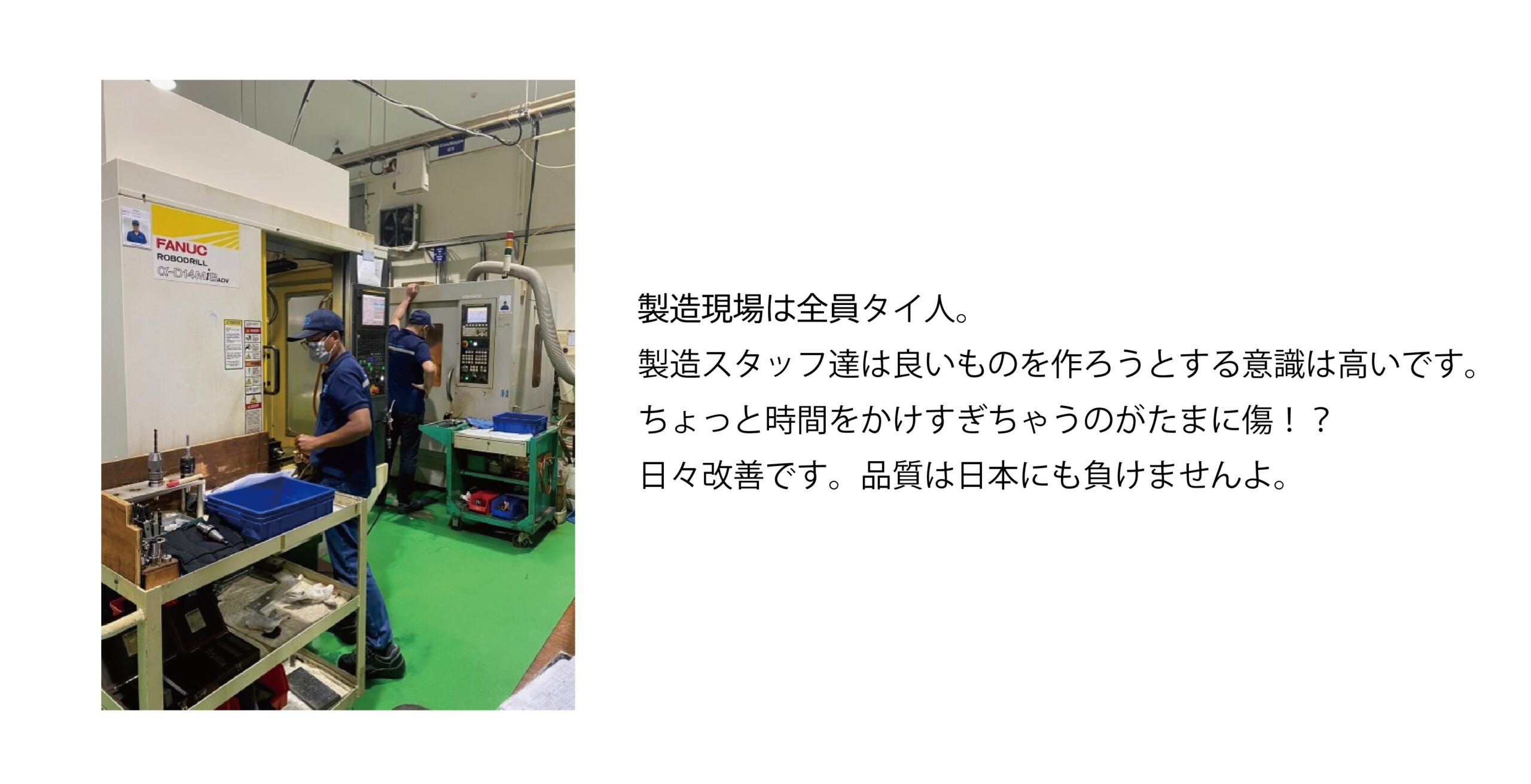
弊社が他の海外拠点と違うところは設立当社より工場を持ち、メーカーとしてスタートしたことです。
材料を現地で直接仕入れ、内製工場で直接加工、タイ人営業スタッフが直接お客様へ販売するといった3直スタイルをポリシーとして活動してきました。
スタッフ達の頑張りもあり、タイ国内での弊社の認知度が上がり、業績も順調に上がってきました。
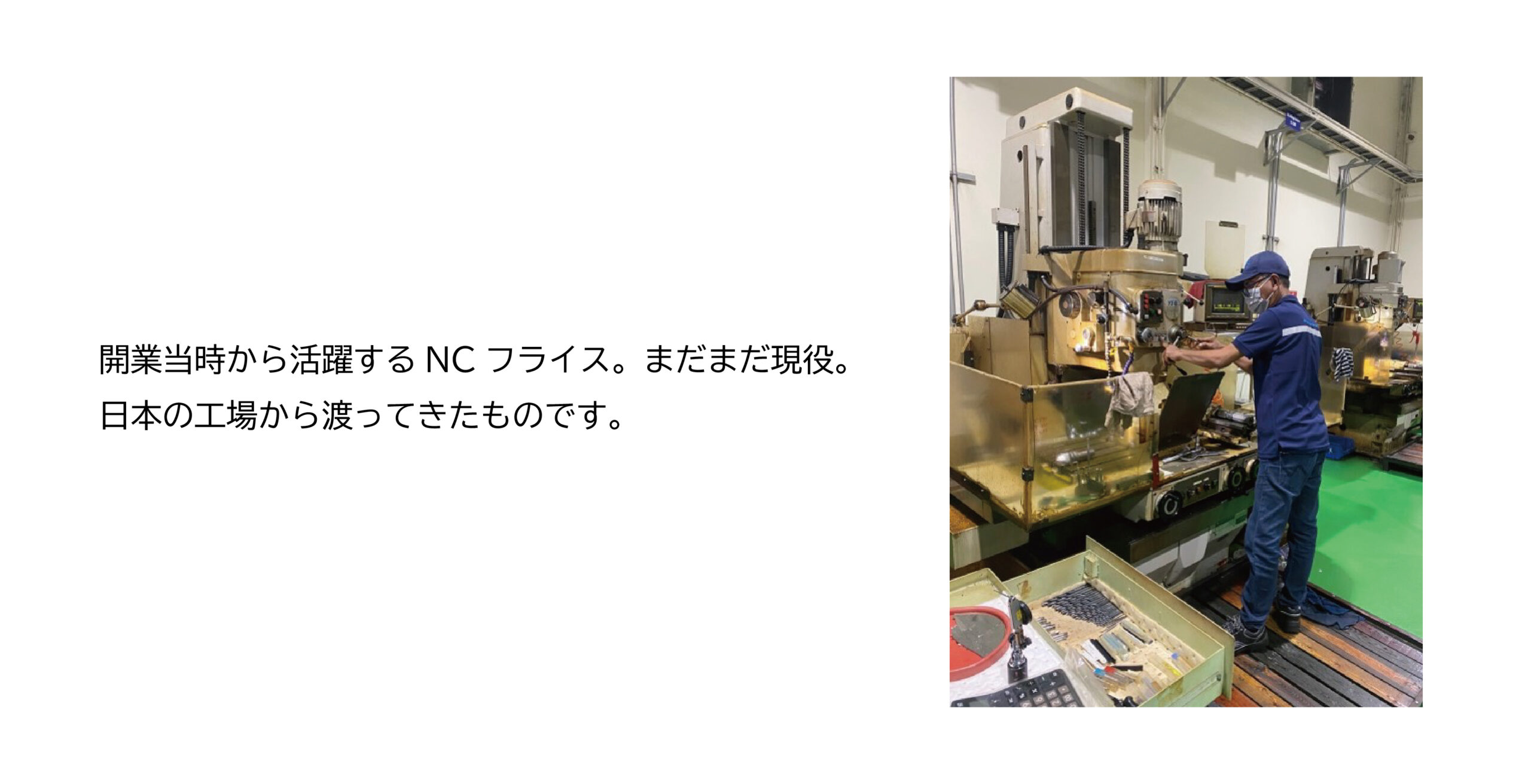
2016年には生産設備増強の為、現在の場所であるチャチェンサオ県バンパコン(バンコクから南へ50km地点)に移転、さらに同年、ISO9001の認証取得、販売管理システムの導入などを行い会社機能が大幅に増強されました。
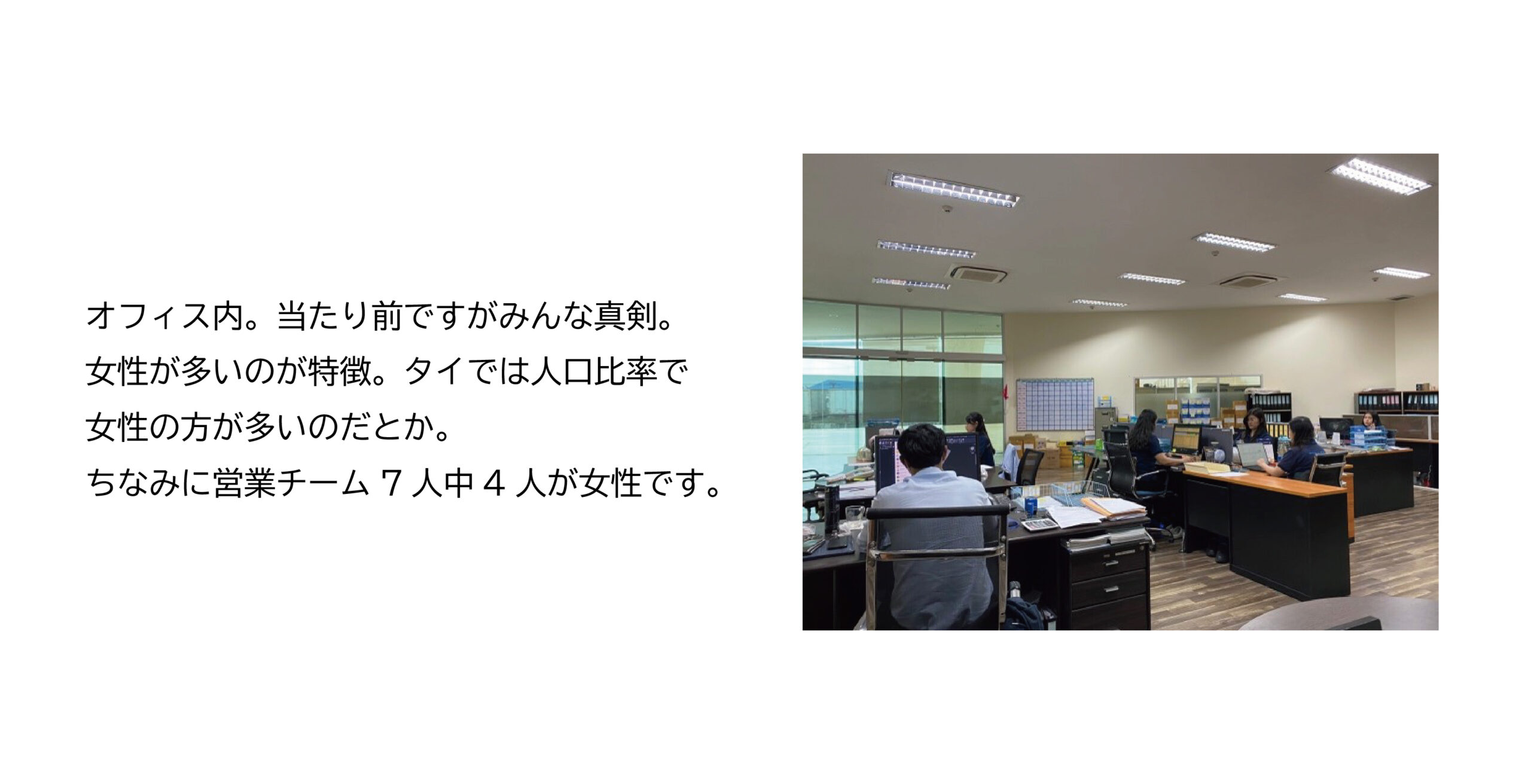
現在はタイ人スタッフ27名で日々の生産活動及び営業活動を行っています。

2019年には弊社の子会社としてSHINKO FA SYSTEM CO.,LTD.を設立。
こちらは溶接治具や溶接装置をはじめとした客先のニーズを形にした一品一様の自動装置を設計から行っている会社です。
これによりメイン商品の抵抗溶接用電極のみならず溶接生産システム全体をトータルコーディネートが可能なメーカへと発展しました。

2020年にはCOVID19の影響でタイでもロックダウンがあり、厳しい時期がありましたがSHINKOチーム一丸となり乗りきることが出来ました。その経験がスタッフたちを強くし、今日の活動に生かされています。
今後はタイのみならず東南アジア向けの生産販売拠点を目指しチーム一丸となってさらなる努力をしていきます。
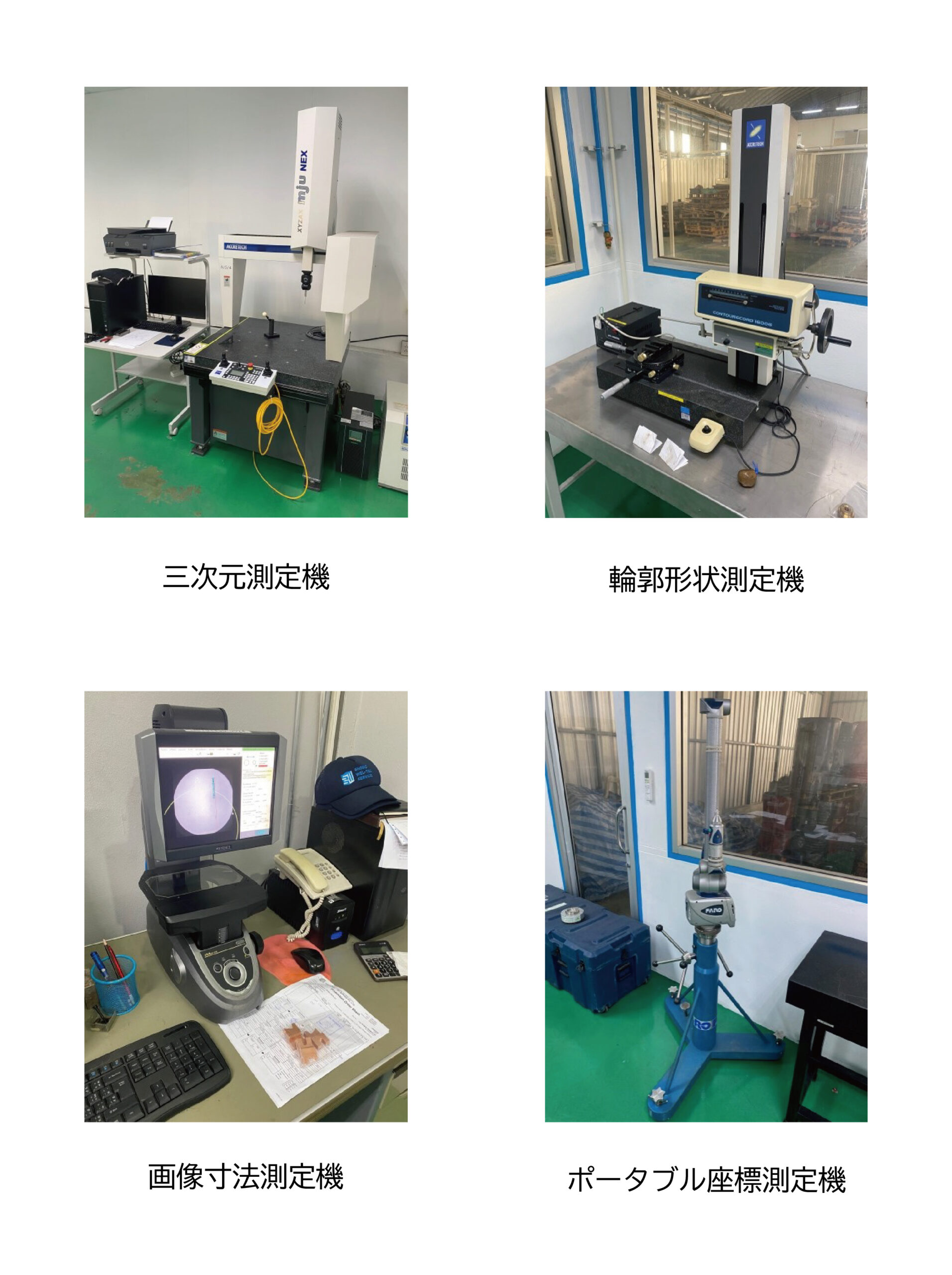
品質を守る検査機器。
ノギスやダイヤルゲージ、ハイトゲージだけでは測定できない寸法を確認するアイテム。
QAチームではNG品流出0件を目標に掲げ、日々淡々とかつ正確な検査を行います。
当たり前ですが作ることが出来ても精度保証が出来ないものを受注は出来ません。
SWSでは検査器具や検査装置も充実させていきます。
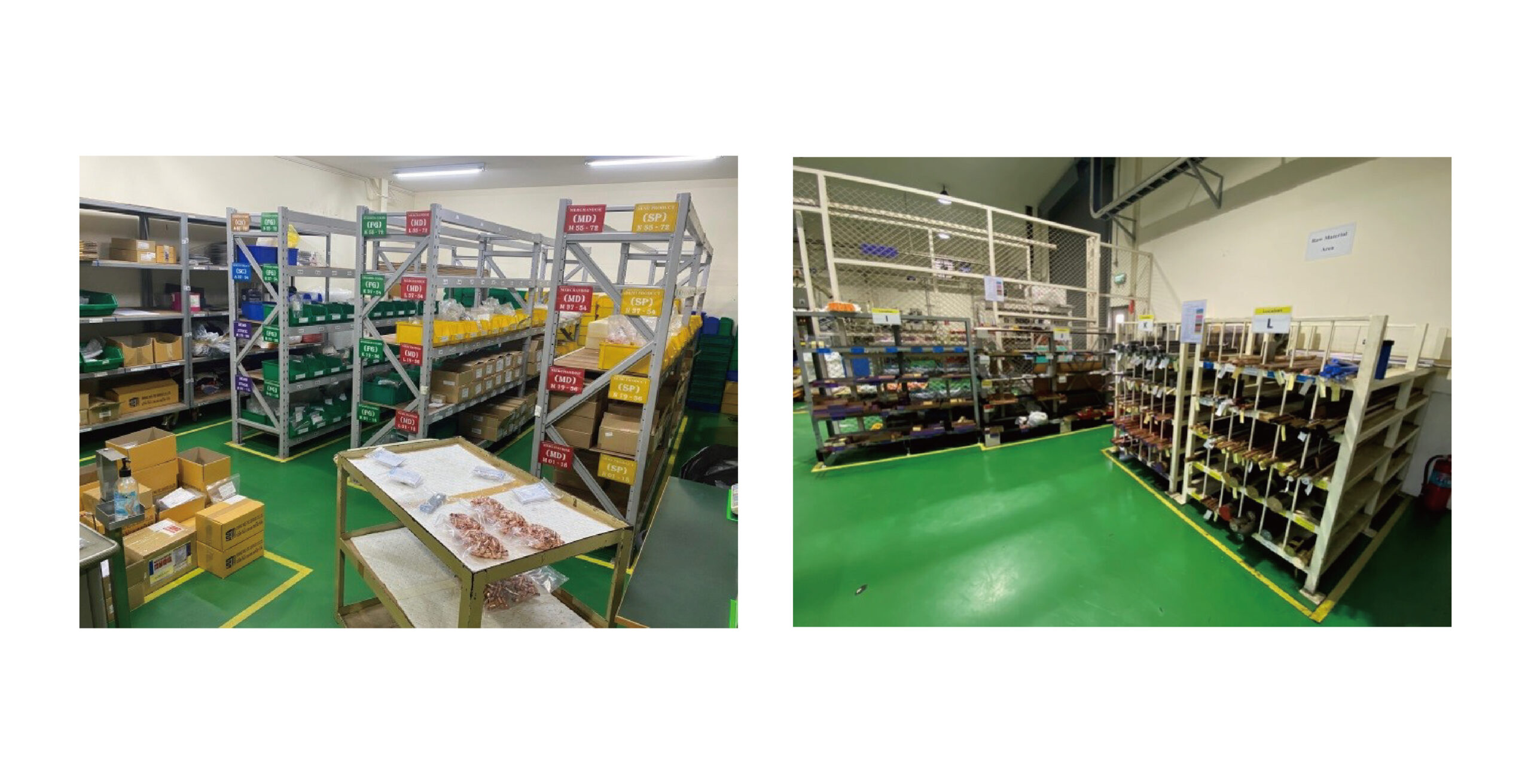
完成品在庫と材料在庫。
電極は消耗品であり、客先に対して供給責任を果たさねばなりません。
SWSでは管理システムを使用し最低限の在庫数で管理を行います。
材料在庫も最小限として特急品対応に備えます。
今回はここまで!後編でお会いしましょう。
2024年8月14日 中部経済新聞「ゲンバを歩く」当社掲載のお知らせ
2024年08月20日当社名古屋第一工場が、中部経済新聞にて紹介されました。
工場の特長や設備など、実際の現場を細かく取材して頂きました。
