抵抗溶接の基礎とポイント (2)
4.スポット溶接用電極の正しい選択
理想的な電極材料というのは、高い熱伝導率と導電率を確保した上で、硬度が高く高温での変形圧力にも耐え得る高強度材ということになります。しかし、物理的に相反する性質を求めている訳ですから、両方を兼ね備えた材料というものは存在せず、用途に応じて使い分けているというのが実態です。電極先端温度が高くなりがちな亜鉛めっき鋼板の溶接では熱伝導率重視の電極を選択し、高加圧力条件が求められるハイテンやステンレス鋼板の場合には常温硬さを重視するといった具合です。
電極の先端形状で留意すべきことは、ナゲット形成能の面だけではありません。溶融部の熱が伝わってきても変形しにくくするために必要な熱容量の大きさと、散り限界電流で差がつく電極の自己調整作用の大きさも重要な検討項目です。電極の自己調整作用というのは、電極先端の板へのめり込みによって電流通路が拡大すると溶接散りの発生が抑制されるという作用のことで、大きな曲率半径の球面からなるラジアス形状の電極はその作用が大きく、加圧力の増加によって散り限界電流が大幅に増加します。
先端がラジアス形状の電極は、電流通路の変動幅が大きいという理由で、溶接条件範囲の狭い亜鉛めっき鋼板のスポット溶接には不向きとされてきました。しかし、電極先端の食い込み量の増加は溶融部の温度上昇による板表面の軟化によって起こる訳ですから、溶融部の過熱を防止するという意味ではむしろ好ましい変化であるとも考えられます。実際に、電極先端がR40程度のラジアス形状でナゲット形成能に優れたDR(ドーム・ラジアス)電極は、電極先端の熱容量が大きくチップドレッサによる電極整形性も良好であるとして、今やほとんどの自動車メーカーがボデー工場の主力電極に位置付けています。
誌面の都合で電極の損耗形態や冷却方法の在り方については割愛させていただきました。溶接用電極の専門メーカーとして、これからもあらゆる機会を通じてお客様の疑問やご要望にお応えしていきたいと思います。
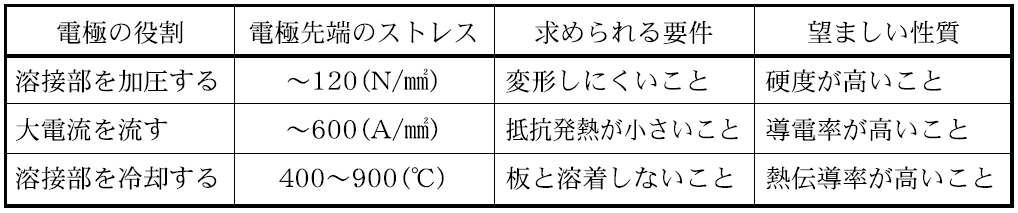
(4-1) スポット溶接電極の役割と望まれる性質
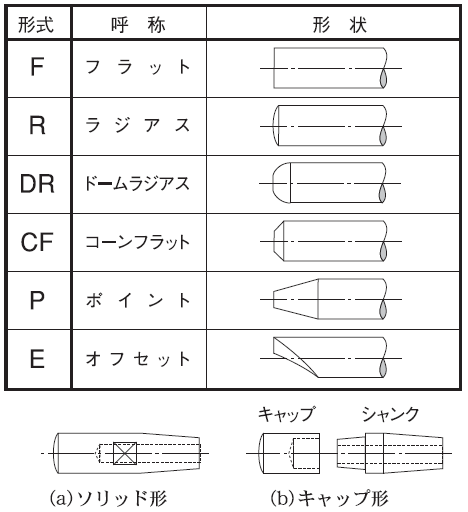
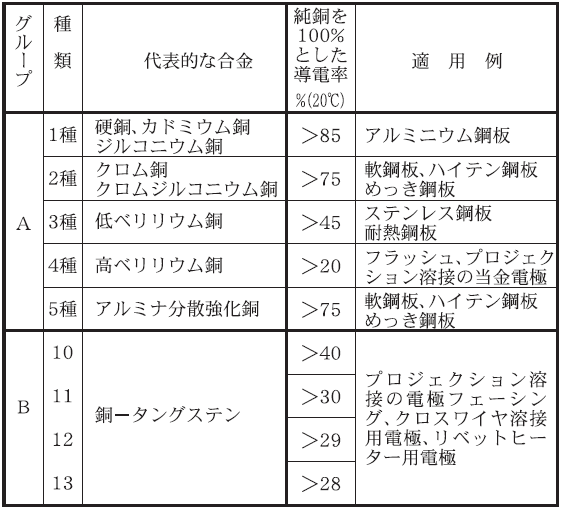
(4-2) スポット溶接に使用する電極の形状と材質
 |
|
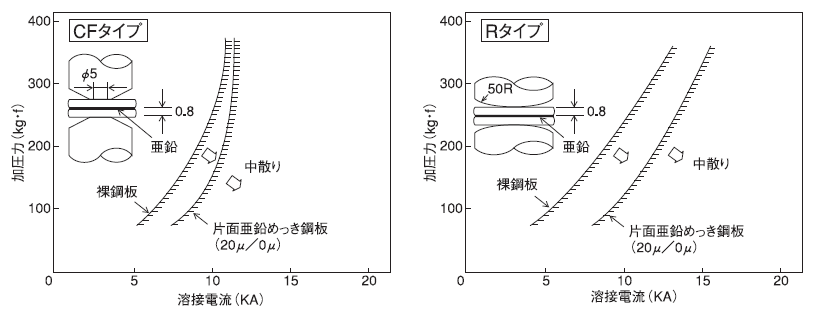
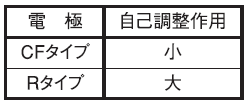
(4-3) 電極の自己調整作用によって差がつく散り限界電流
|
(図10) 中散り限界条件に及ぼす電極先端形状の影響 |
・自己調整作用の大きいRタイプ電極は、加圧力増加等の条件変化によって接触径が大きく拡大し、散り限界電流を増大させます。 |
![]()
5.スポット溶接条件の求め方
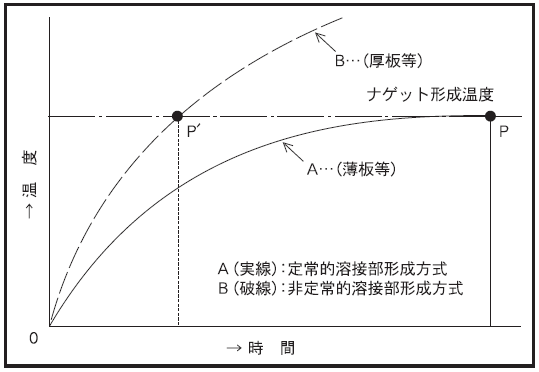
(5-1) 熱特性から見た溶接条件の考え方
|
|
・短時間でナゲット形成が完了する薄板領域では、ばらつきの要素が大きくなりますので、熱平衡して温度変化が無くなった時点で溶接を終了させる定常的溶接部形成方式を採って、溶接ナゲットの安定を優先した方が良いとされています。 ・理論上熱平衡するまでの時間が極端に長くなってしまう厚板領域では、温度上昇の途上であっても溶接を終了してしまう非定常的溶接部形成方式を採って、タクトタイムが長くなり過ぎるのを防止しています。
|
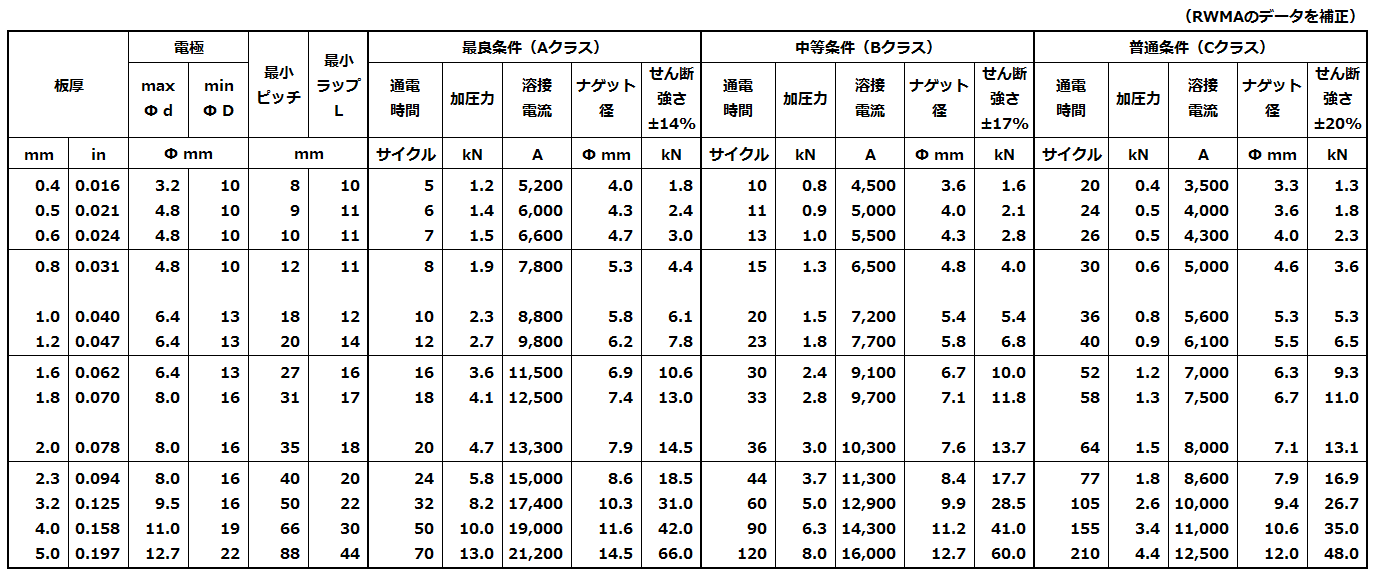
(5-2) 軟鋼版のスポット溶接条件表
 |
|
|
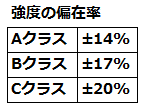
・A.B.Cの3クラスは溶接強度のランクを示すものではなく、溶接強度の偏在率(ばらつき)のランクであると考えるべきです。高加圧力、短時間、大電流条件のAクラスは、プレス精度の影響を吸収して均等な接融点分布が得られ易いので、最終的に形成されるナゲットのばらつきが小さくなり、B.Cクラスに比べて偏在率のランクにおいて優位性があります。 |
|
(5-3) 板厚と電極形状の組み合わせによって導かれる溶接条件
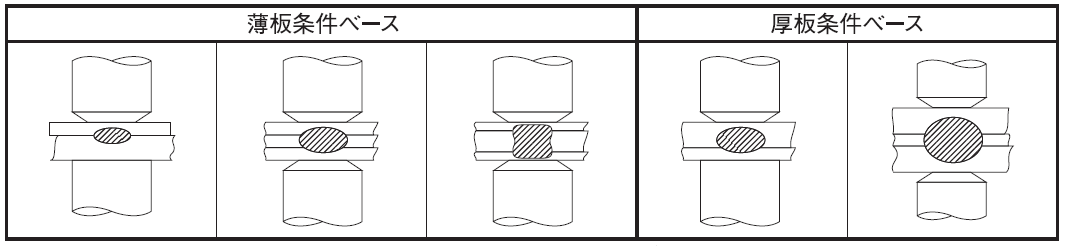 (図12) 板厚と電極形状の組み合わせ
(図12) 板厚と電極形状の組み合わせ
・薄板と厚板をスポット溶接する場合は、熱容量の小さい方を基準に溶接条件を設定すれば良いのですが、鋼板よりも電極の熱容量の方が影響が大きいので、熱容量の小さい凸形電極の側に接している方の板厚を基準に溶接条件を設定します。
![]()
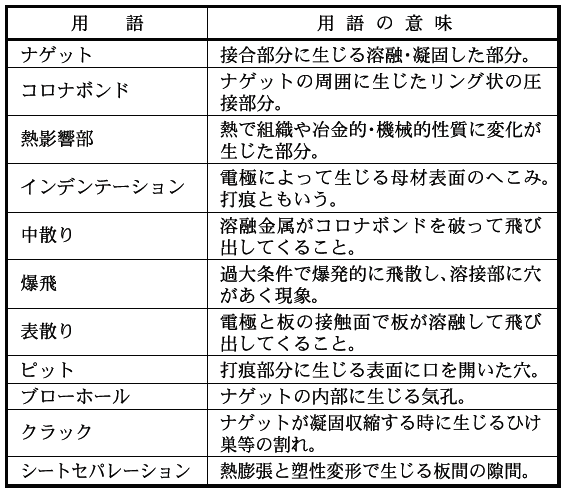
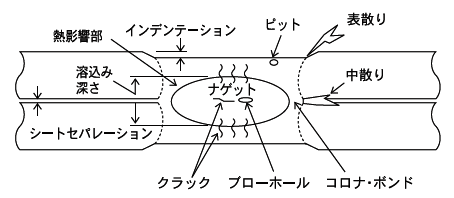
【 付録:スポット溶接部に関する用語 】
|
|
 |
溶接技術の基礎とポイント「アーク溶接の基礎とポイント」へ![]()
