2. Let’s learn about welding!~Electrodes~
2024/07/29
Last time, Kyappa-kun learned about the characteristics of resistance welding.
This time we will learn about the “electrodes” used in spot welding.
【Types of Electrodes】
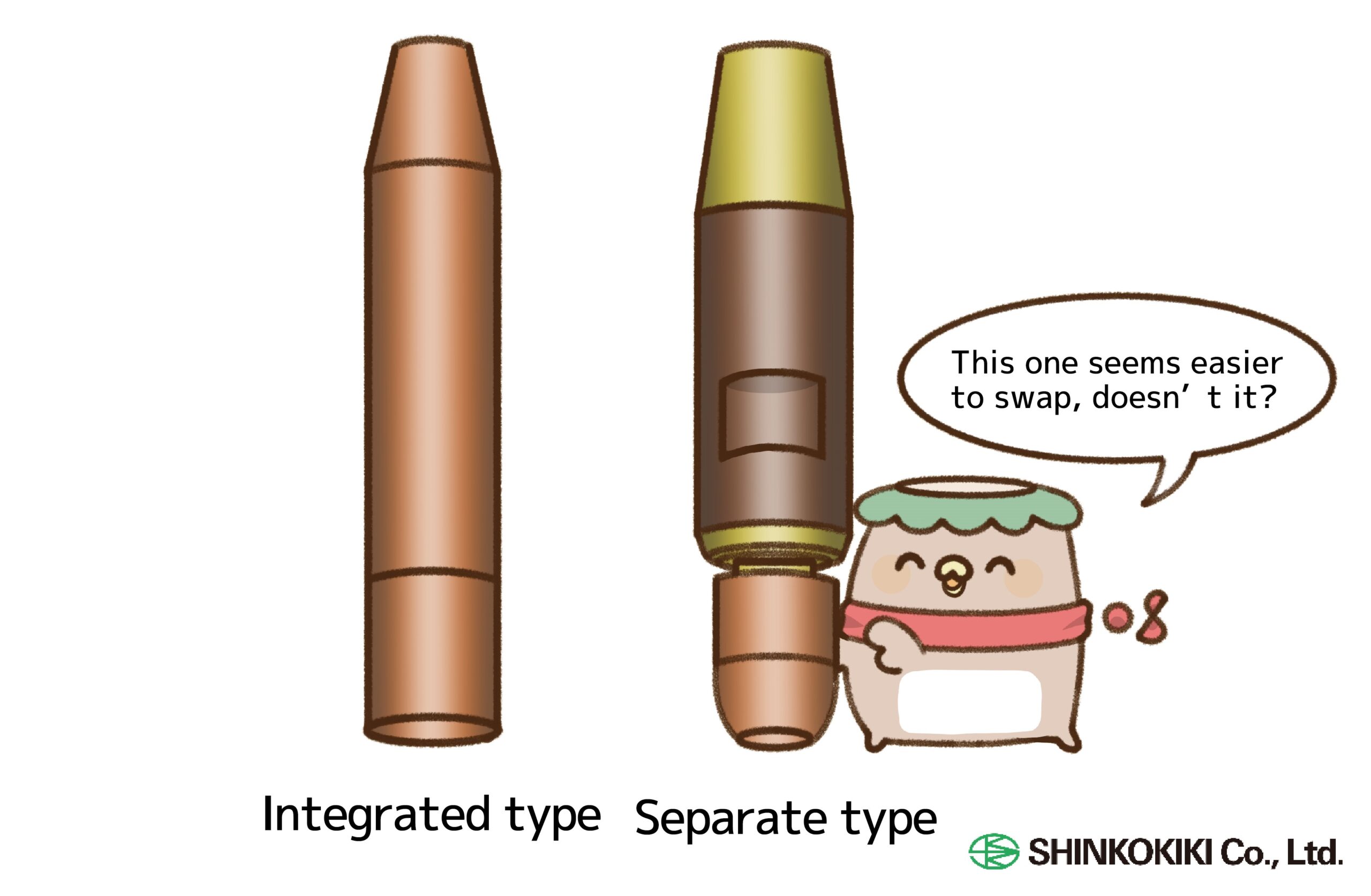
Electrodes come in two types: separate and integrated.
Representing the separate type, there is the ‘cap tip’ which is used in combination with a shaft.
An important point to note is that if the materials of each component are the same, the chip may adhere tightly due to pressure and heat during welding, making it difficult to remove. Therefore, it is recommended to use materials of different types to prevent this.
The integrated type is where the cap tip and shank are combined into one piece.
Representative examples are ‘straight tips’ and ‘spot tips’. For the separate type, only the cap tip needs to be replaced, resulting in cost savings compared to the integrated type.
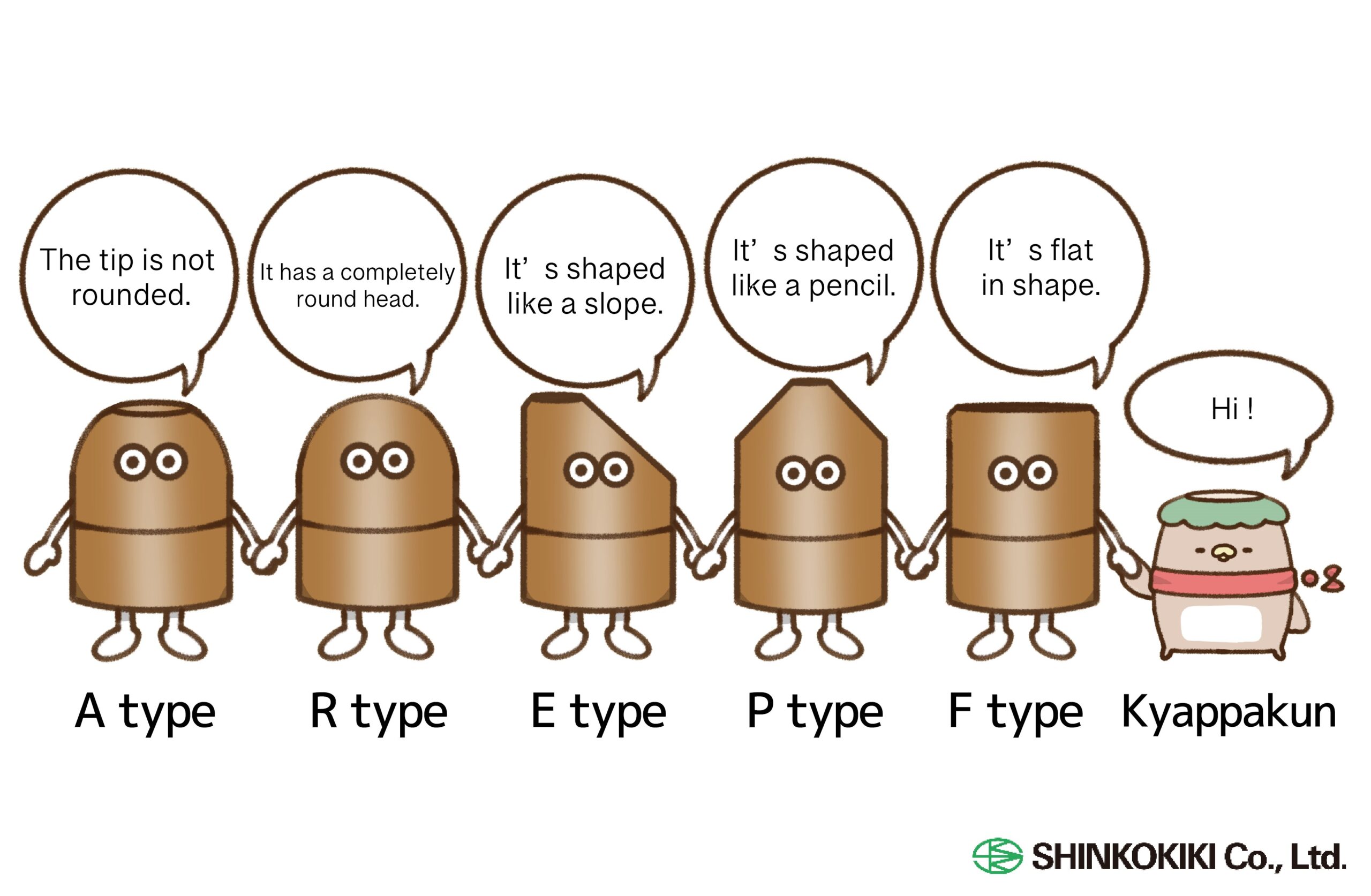
【Shape of the electrode】
Electrodes come in different shapes and are used for different purposes.
Type A is generally used, but for box or corner welds, type P is used, which narrows toward the tip.
Let’s take a closer look at the shapes in our company’s products.
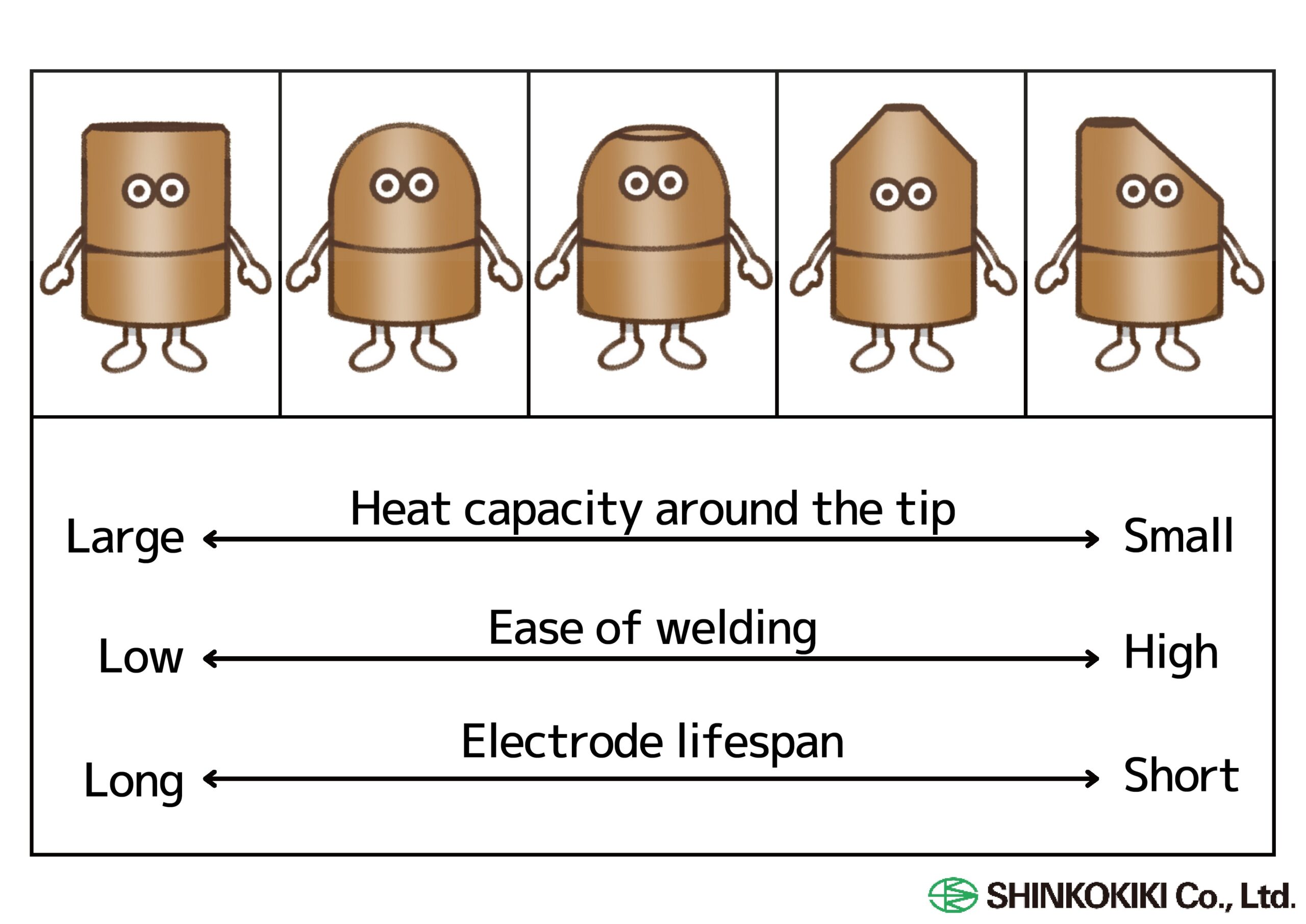
【Influence of electrode tip shape】
The shape affects the “heat capacity,” “ease of welding,” and “life” of the electrode tip.
As you can see from the table, it’s not just a matter of ease of use, but it’s better to choose types like R or A, which have a higher heat capacity.
【The cooling effect of the electrode】
The most important thing in stabilizing the quality of resistance welding is to keep the shape of the electrode tip as close to its original shape as possible.
Continuing to apply pressure while the electrode is heating can make it more susceptible to deformation.
For example, if the electrode tip diameter is Φ6mm and increases by only 1mm to Φ7mm at the same current, the resistance heating power decreases by more than 40%.
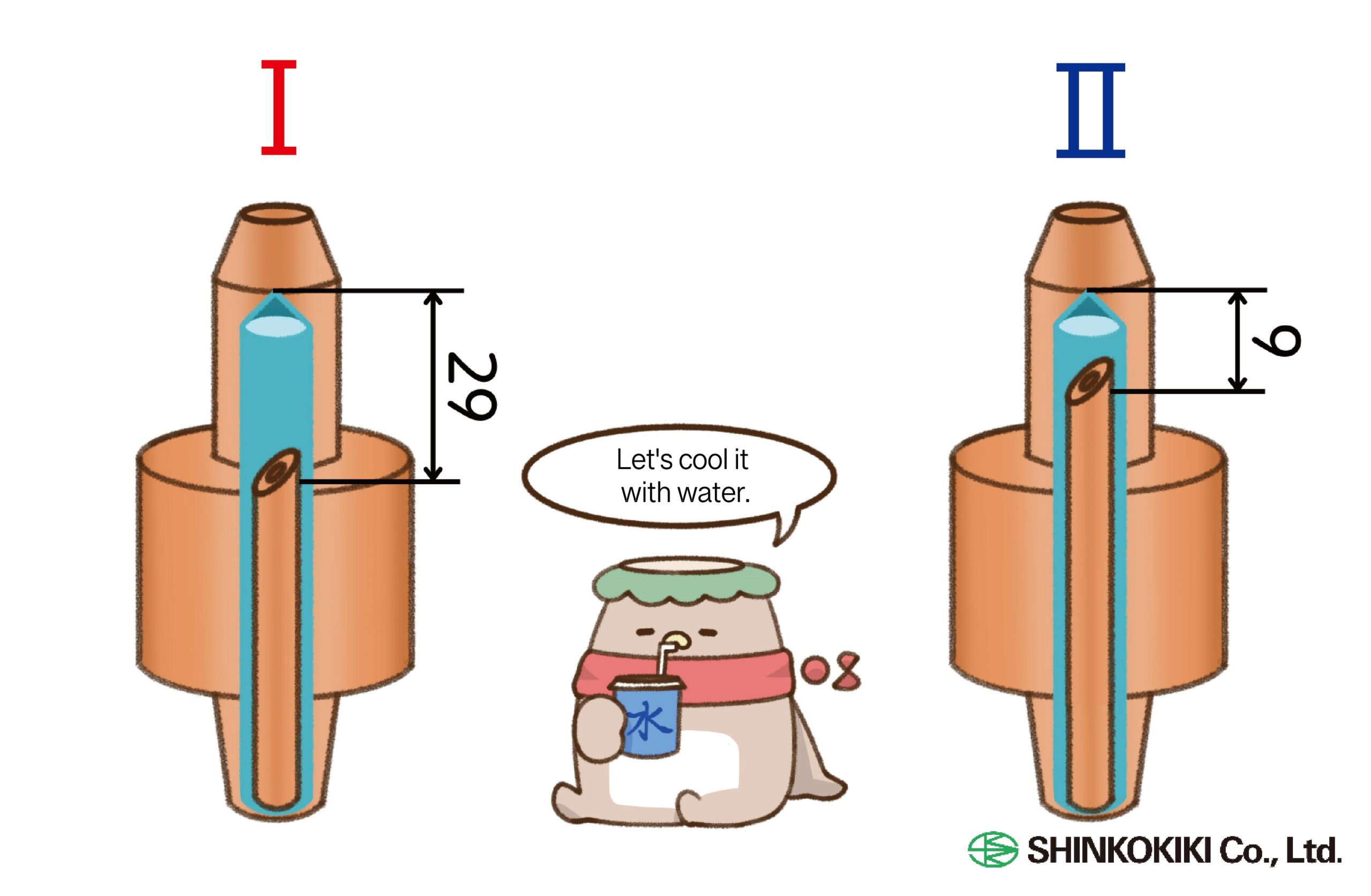
The key is to cool the electrodes in the optimal position.
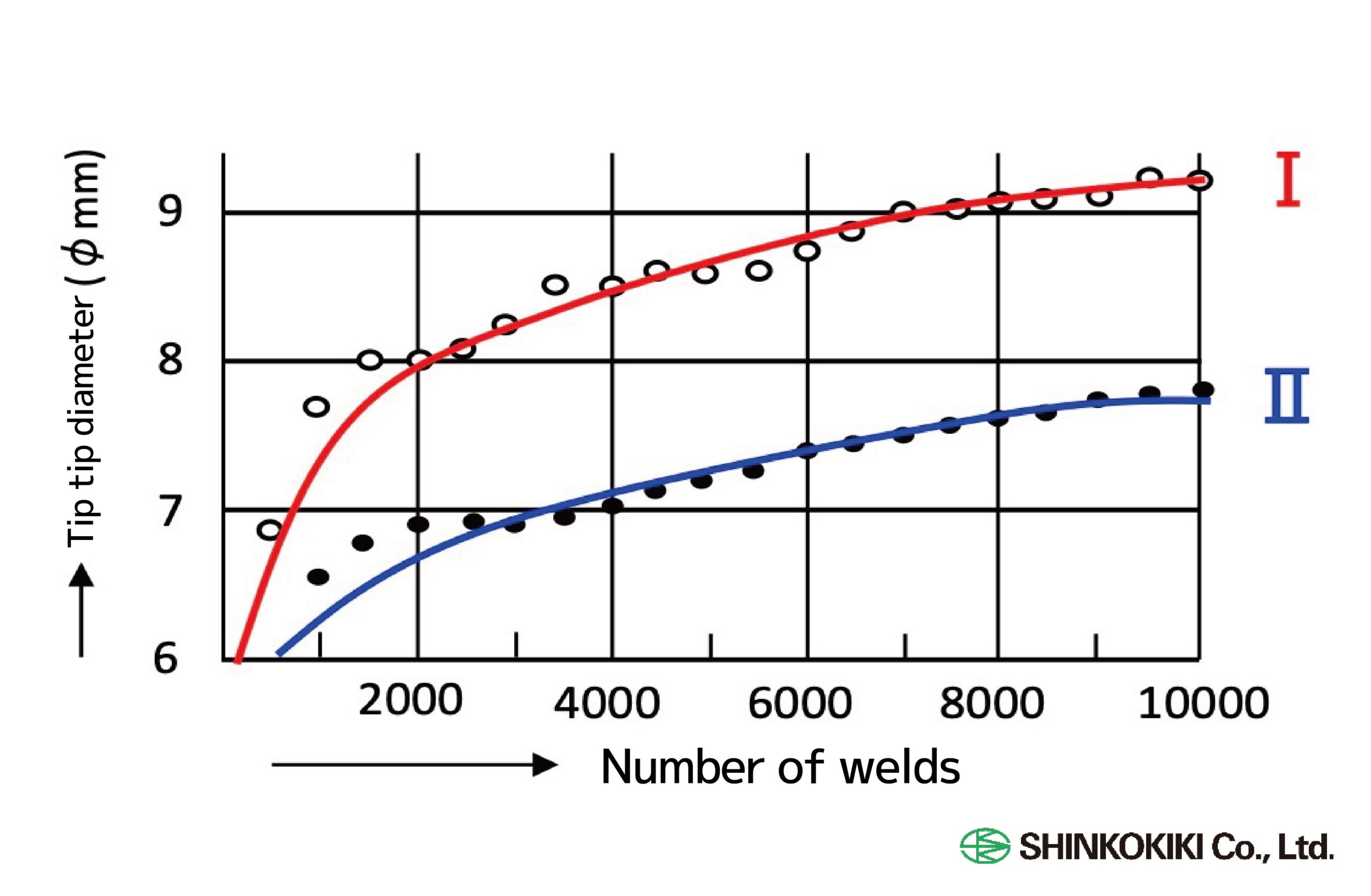
Using chrome-zirconium copper, with a thickness of soft steel plate at 0.9 mm, a current of 7,500 A, for 8 cycles, with a pressure of 210 kgf and a welding speed of 80 points per minute.
When comparing the number of welding spots until the tip diameter increases from Φ6mm to Φ7mm.
Ⅰ. When the distance to the electrode tip is 29mm, there are about 900 spots.
Ⅱ. When the distance to the electrode tip is 9mm, there are about 3800 spots.
This results in a difference of more than 4 times.
The shorter the distance to the electrode tip, the more efficiently you can cool the electrode with water. This allows you to keep the electrode tip shape closer to new for a longer period of time.
That’s right. Cooling the electrode in the optimal position is directly correlated to the stability of the weld quality.
That’s all for this time.
See you in the next column!