アーク溶接 第96話 ビード外観を考える(7) 担当 高木柳平
2017年09月04日
=ビードずれ外観とその見方(3)=
本話では表094-01に示す分類④に属すビードずれについてお話しします。
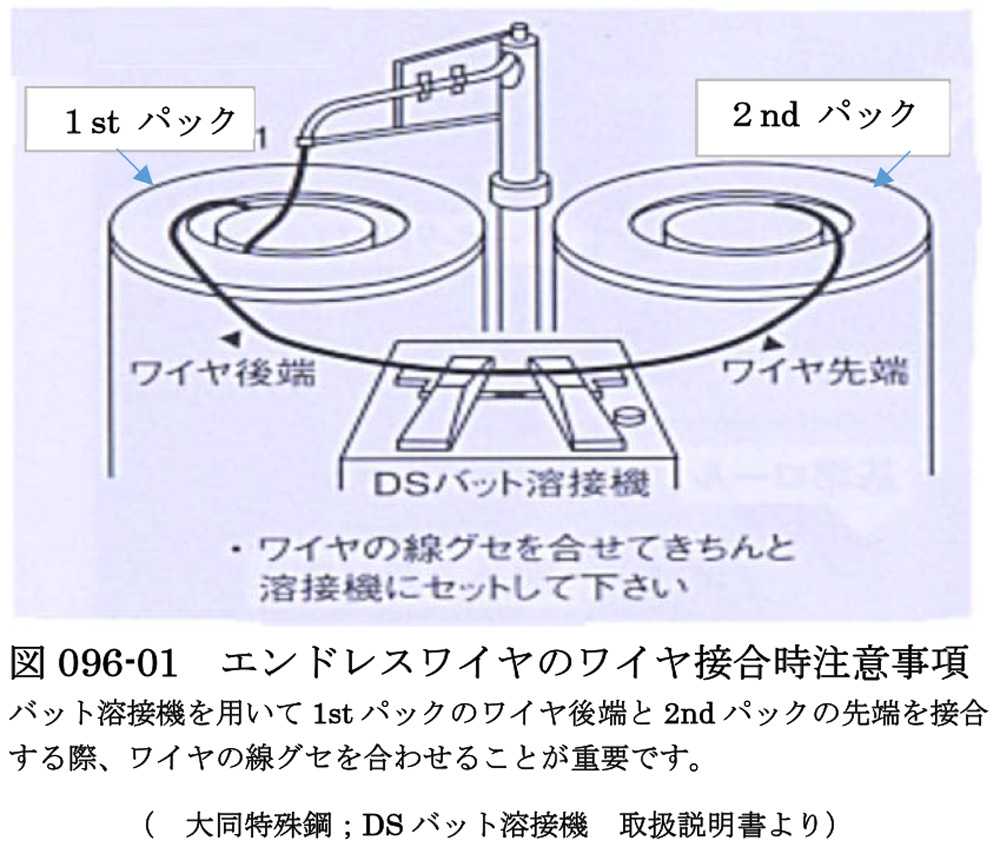
ワイヤ切れなどの理由でアークを停止できない対象溶接品の場合、あるいは多数台のアークロボットで連続溶接を行う場合などに、エンドレスパック、エンドレスリールが適用されます。それらエンドレスワイヤを適用する際の要点のひとつは、図096-01にみるように1stパックのワイヤ後端と2ndパックのワイヤ先端をバット溶接機で接合する際、1stパックワイヤの曲がり(線グセ)に見合うように2ndパックワイヤの曲がり(線グセ)を合わせることがとりわけ重要です。曲がりぐせを違えたまま接合し送給ワイヤとして供給するといつまでも線グセが取れない状況となるためビードずれに悩まされ続けます。
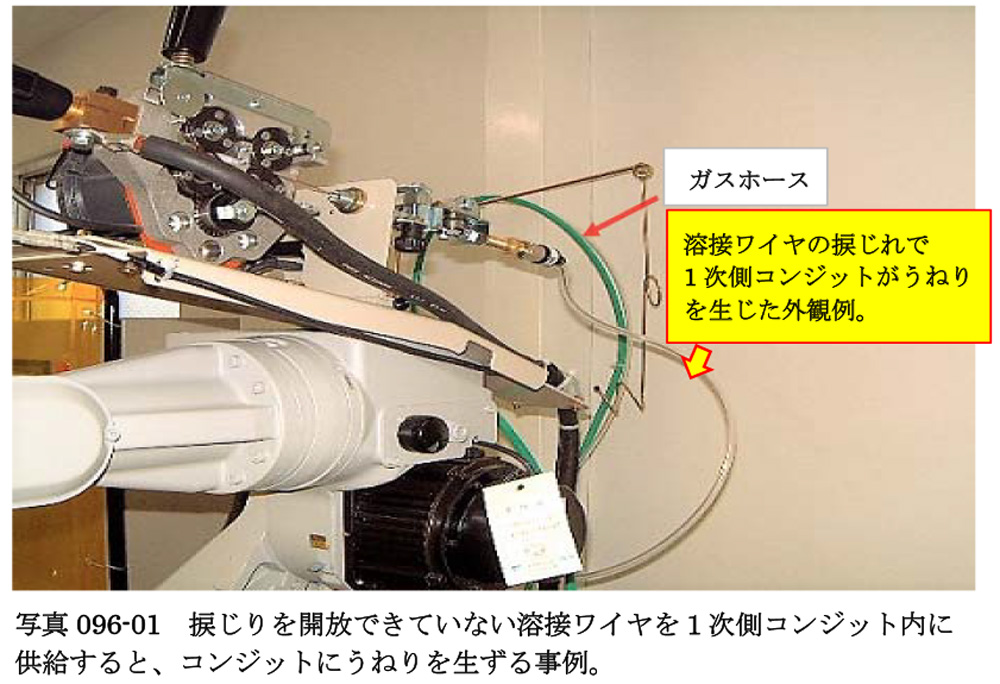
このような線グセのついたワイヤを1次側コンジット中に通過させると写真096-01にみるようにうねりを伴った状態になるので容易に異常を発見できます。但し1次側コンジットに剛直な、重量のある従来型のコンジットを採用しているとワイヤがうねっていても見落とす場合があります。その意味でも1次側コンジット、ライナーは軽量で滑り性の良好な当社が推奨するGFライナーの適用をお勧めします。
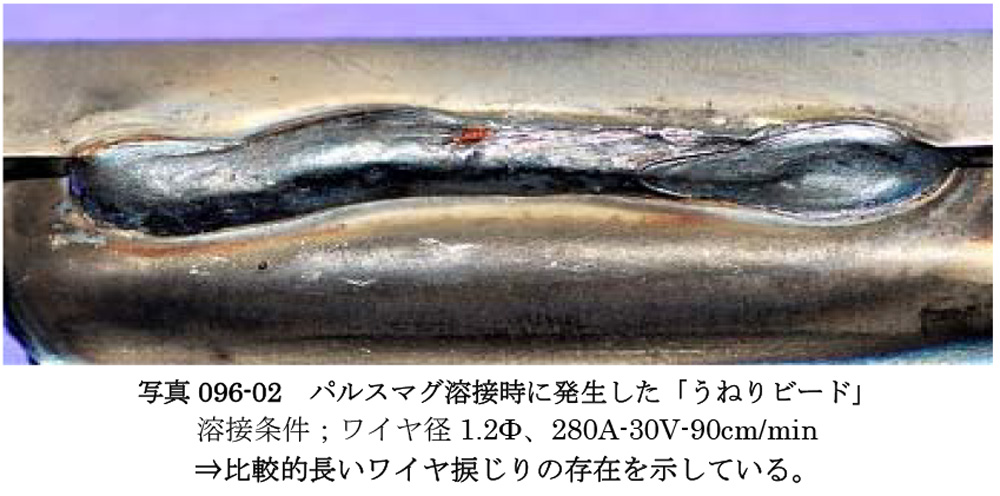
 なお、パック巻きワイヤは捩じりを入れながら収納されているので引き出しワイヤもパック上方ほぼ500mmの範囲で捩じりを開放させながら引き出されることになります。この際、捩じり開放を阻止するような取り扱い*1)がなされているとそれらのワイヤは捩じりグセを持ったまま1次側コンジットへ導かれ、いずれはチップを通過した後で捩じりを開放させることになります。この点については何度も触れています。捩じりを開放させるタイミングが比較的短時間の場合はビード切れ、アーク弾 (はじ)き、アーク不安定現象として現れ、比較的長い間隔で捩じりグセが開放される場合は写真096-02、096-03にみられるようなうねりビード、ビードずれとなって現れます。
なお、パック巻きワイヤは捩じりを入れながら収納されているので引き出しワイヤもパック上方ほぼ500mmの範囲で捩じりを開放させながら引き出されることになります。この際、捩じり開放を阻止するような取り扱い*1)がなされているとそれらのワイヤは捩じりグセを持ったまま1次側コンジットへ導かれ、いずれはチップを通過した後で捩じりを開放させることになります。この点については何度も触れています。捩じりを開放させるタイミングが比較的短時間の場合はビード切れ、アーク弾 (はじ)き、アーク不安定現象として現れ、比較的長い間隔で捩じりグセが開放される場合は写真096-02、096-03にみられるようなうねりビード、ビードずれとなって現れます。
写真096-02のビードはパルスマグ溶接、ワイヤ径1.2Φ、溶接条件280A-29V-90cm/minで施工されたもので大きなうねりビードを示しているが、この要因は送給ワイヤの比較的長い間隔におけるうねりを示していると考えた方がよくワイヤ自体の捩じり、1次側コンジットにおける曲がりグセの悪影響と判断します。
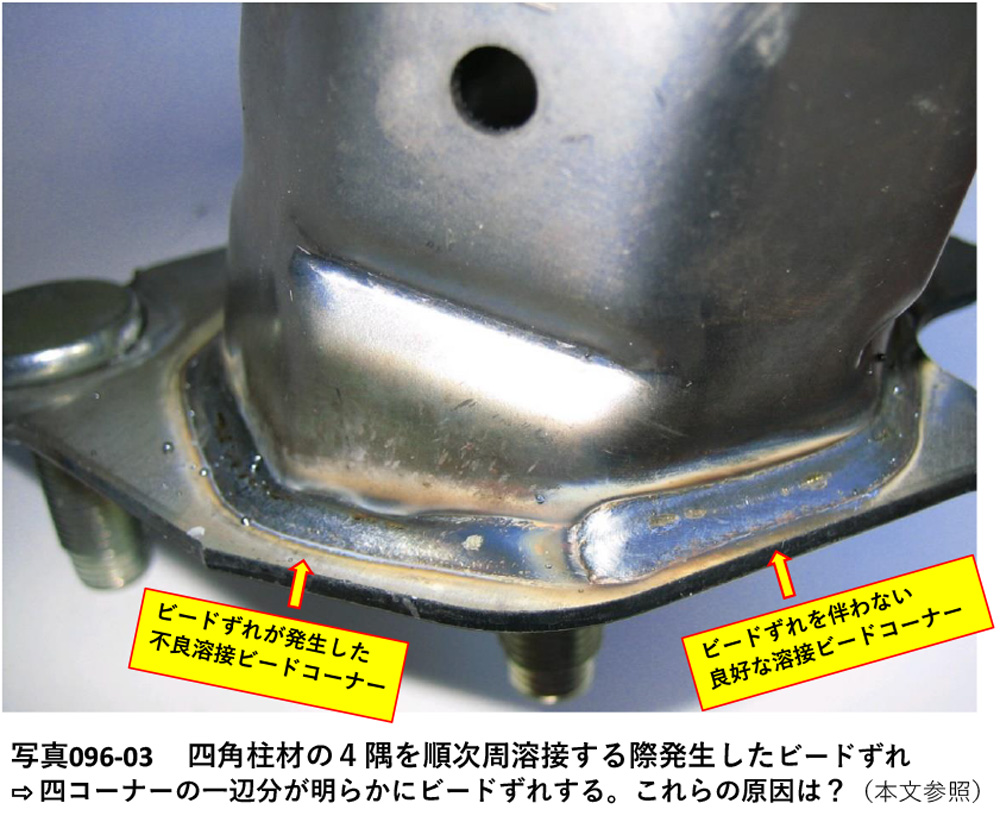
一方、写真096-03は普通鋼板製の平板に四角柱材を順次、各隅溶接するもので、機械的なトーチ狙い位置は正確にすみ肉コーナー部を狙っても4隅の1辺が何故かビードずれしてしまうという難題です。トーチが4隅コーナーを回転するため二次側コンジット、いわゆるトーチケーブルの捩じれの悪影響とも考えられるが、4隅の1隅全体がずれるところまでは説明しにくい。このような場合も原点に戻ってワイヤ自体の捩じり、1次側コンジットの取り回しによる悪影響も含め考慮しビードずれ要因に対応することが望ましい。
次話では「ビードずれ要因の分類⑤に属する写真事例を示し、それらに対する見方・考え方」について解説をします。
*1) 捩じり開放を阻止するような取り扱い事例;
*引き出しに所定の透明傘などを使用せず、天蓋の中央に穴明け絶縁して使う場合
*透明傘の内部にワイヤ矯正器を挿入し、捩じり開放を阻止する場合
*透明傘内にワイヤ汚れ防止用スポンジなど適用し捩じり開放を邪魔する場合
以上。