アーク溶接 第97話 ビード外観を考える(8) 担当 高木柳平
2017年09月04日
=アークふらつきによるビード不良=
表094-01の主なビードずれ要因の分類⑤としてアークのふらつきによる位置ずれを挙げた。 アークのふらつきについては今までにも触れましたが、再度代表的なものを挙げるとすればTIG溶接におけるアーク不安定の事例が理解しやすい。 (一社)日本溶接協会編集による「アーク溶接の世界」から抜粋の画像を写真097-01(a)~(d)に示す。TIG溶接+純Arガスの条件では安定アークであっても極点移動、磁気吹きなどの外乱によって不安定となりやすい。アークの硬直性、指向性を維持し安定化させるためにTIG溶接では適用電極とその設定、電流波形の選択および集中を促進できるガスの選定などが検討され、実用に供されている。 振り返ってマグ溶接におけるアークがふらつきやすい条件の第1は混合ガス中のAr比率が高い場合であり、第2は溶接対象の継手形状と考えられる。またここでは多く触れませんが極性の影響もあります。電極(ワイヤ)マイナスのEN極性は電極プラスのEP極性に比べアーク安定度が極端に劣り、ふらつきやすくなります。母材表面の油脂分が燃えアークにガスの膨張圧力が作用すると途端に吹かれやすくなります。そのため実用的にはこれらの弱点を緩和するためEN比率(%)設定可能な制御が適用されています。

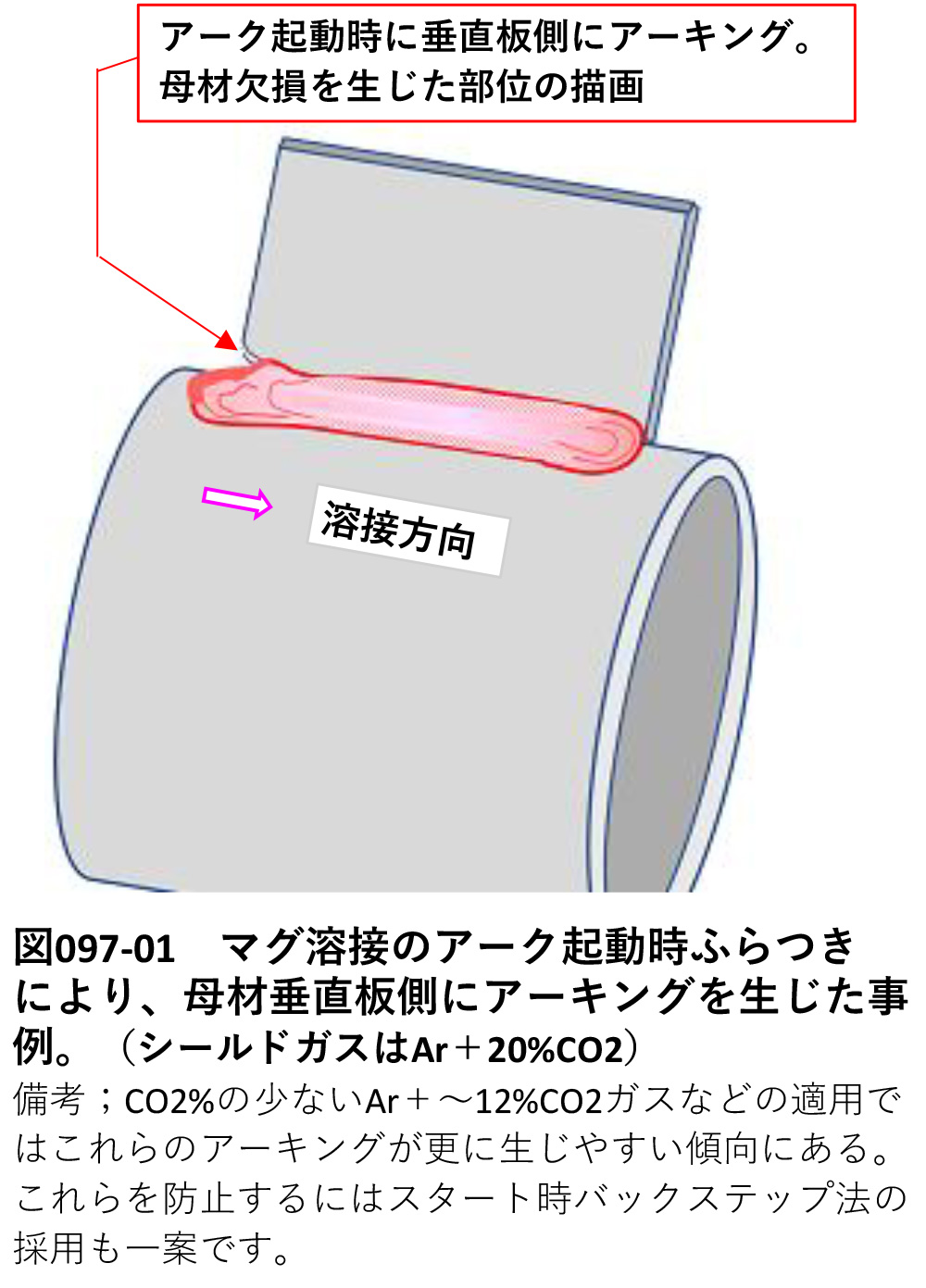
図097-01は薄肉パイプに普通鋼板・薄板材を水平すみ肉溶接する際現れたスタート側ビード上部の母材欠損を示すスケッチ図です。適用ガスの混合率はAr+20%CO2。マグガス標準の20%CO2においても現れた事例です。アーク起動時に距離的に近い垂直板側にアーキングしたものと推定。また、これらは電磁気的な要因、継手スキマの影響、アーク起動時の線グセによるワイヤの向きなどとも関連するが、やはりアークを分散させるArリッチな混合ガス(例;Ar+~12%CO2)適用の際は特に「アークふらつき」によるビード不良、母材欠損などの発生に留意することが望ましい。写真097-02に示すビード不良は、薄肉パイプにブラケットを重ねすみ肉溶接するスタート部に生じたアークふらつきによるビード不良の一例です。

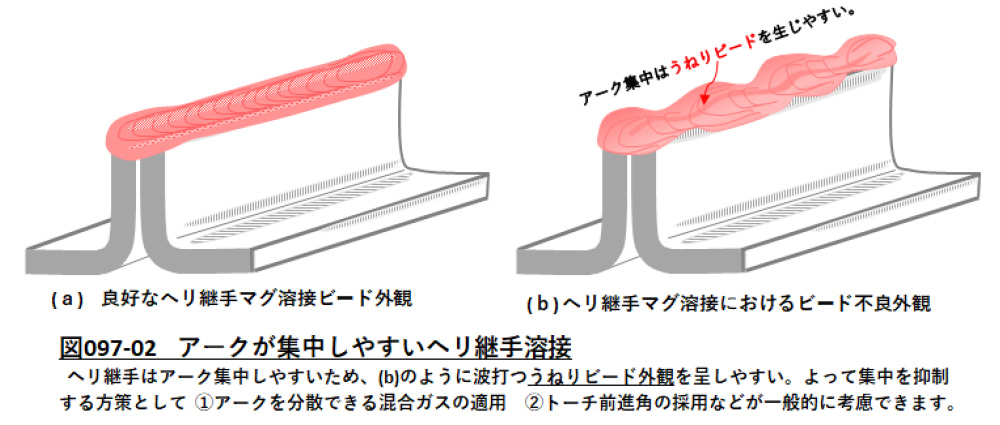
第2のアークふらつき要因は継手形状からもたらされることは既に触れた。夾角を形成するフレア継手はアークふらつきと共に溶融金属の架橋性を阻害しビード不良を形成しやすい。この現象は、逆にアークが集中しやすい継手形状を知ると理解しやすく、図097-02に示すヘリ継手は集中良好な継手です。へり継手のCO2・マグ溶接では母材肉厚にもよるが勝手にアーク集中が生じ、逆に集中し過ぎてビード形状が悪化しやすくなります。そのため故意にアーク分散ガス(Ar+10-12%CO2 or Ar+2-4%O2)を適用したり、トーチ前進角を大き目にするなどして集中力を弱め、安定したビードを得る方策が求められます。
次話より「ビード内部品質」に話を移します。
以上。