アーク溶接 第95話 ビード外観を考える(6) 担当 高木柳平
2017年08月21日
=ビードずれ外観とその見方(2)=
前話ではビードずれ要因とビードずれを生じた外観の判定法について述べた。ビード外観判定は大変重要なため、さらに理解を深めて頂けるよう外観事例を挙げて説明します。
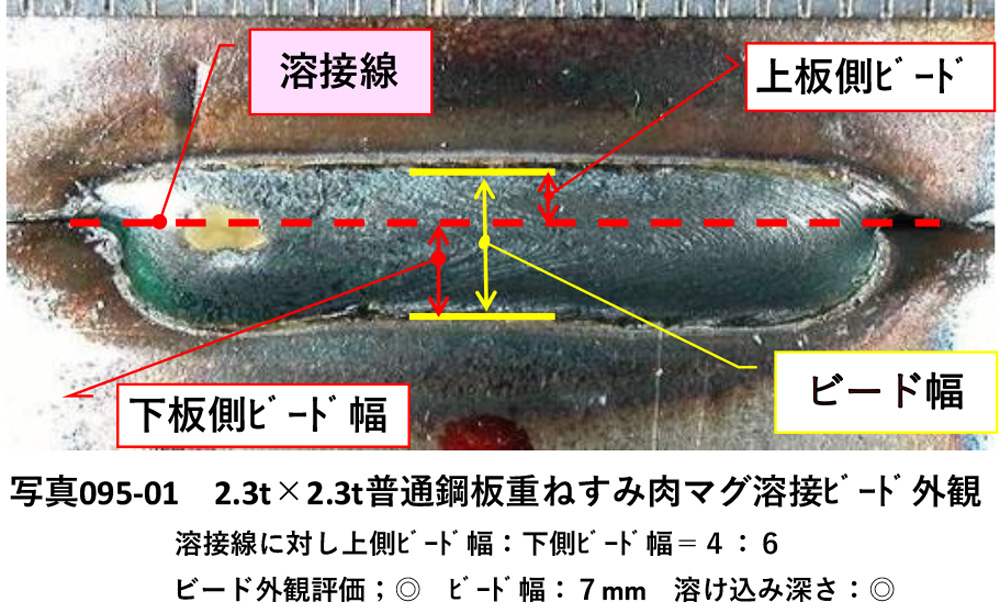
写真095-01に2.3t普通鋼板同士の重ねすみ肉マグ溶接ビード外観を示す。判定手順は、 ①ビード幅は規定値以上の幅が得られているか。 ②ビード外観を観察し異常はないか。 ③所定の溶接線に対し上板側ビード幅と下板側ビード幅の比は適正か。 本サンプルではほぼ3:7~4:6と良好なため溶け込み深さも確保されていると評価し「合格」と判定。
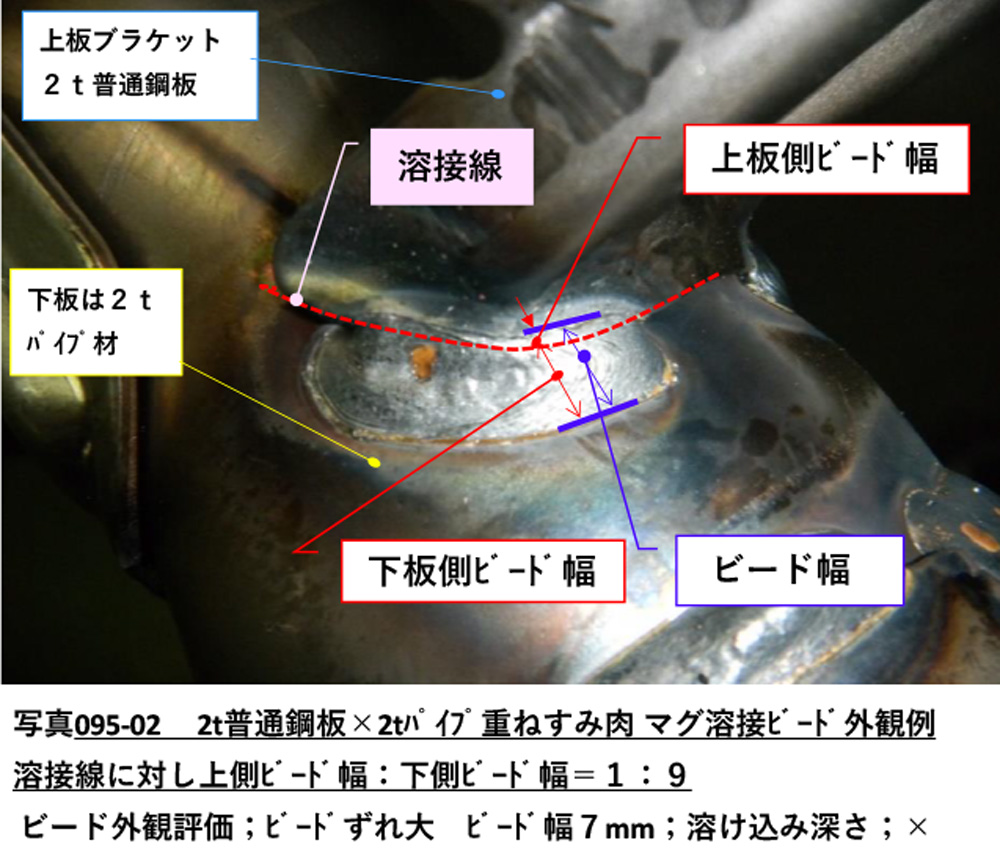
次に写真095-02のワークにつき判定します。対象は自動車部品でパイプとブラケットの重ねすみ肉マグ溶接品。判定手順は、①ビード幅は7mmと満足な値。②ビード外観に異常なし。但し③ビードがパイプ側に大きく片寄りずれている。上側:下側=1:9であり、上板側への溶け込み深さが保証できないため「不合格」と判定。
以上の2例にあるようにビード幅、ビード外観およびビードずれ量の夫々観察、チェックを行えば外観から溶け込み深さも予測でき合否を判定できます。
次に片フレア、両フレア継手溶接の事例に移ります。 写真095-03には1.6t普通鋼板製プレス品に6Φと言う比較的小径の丸棒を配置し片フレア継手のCO2溶接品です。写真は丸棒側、下板鋼板側にいずれもビードずれを生じ外観不良を呈している。
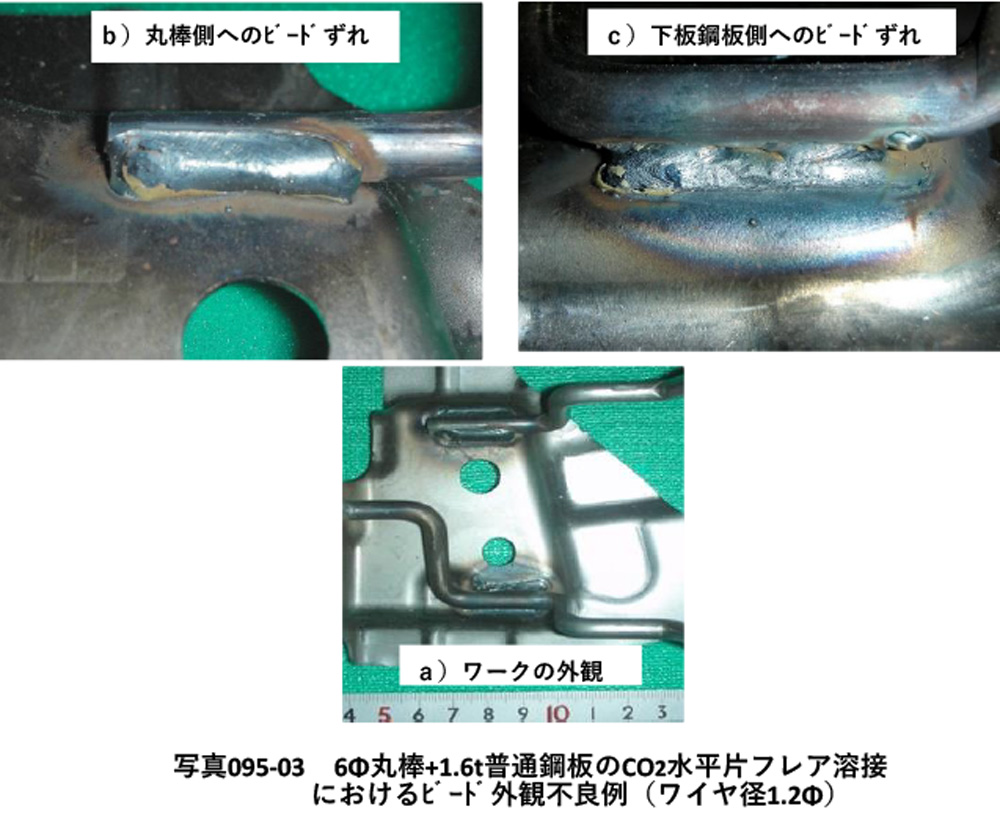
写真095-04には40Φパイプに1.6t普通鋼板製ブラケットを両フレア継手として下向マグ溶接をしたもの。ビード架橋性が悪く外観不良を呈している。これらのフレア継手溶接のビードずれ要因は、前話の重ねすみ肉溶接で示した表094-01の6分類とほぼ同じですが、継手への狙いがほぼセンターを確保しなければならず、狙い精度が厳しくなっているところが違います。ワイヤの狙い位置不良により溶融金属がどちらか一方の母材側に片寄って架橋しなかったり、フレア継手でギャップを有している場合は溶融金属がもぐり込み、ビード不良を呈しやすい。要するに夾角を形成するフレア継手は溶融金属および発生アークの双方共片寄りやすい傾向を有するため、それらを予め考慮し①ワーク姿勢、②母材との濡れ性の良好なワイヤ、ガスの選択などを行った上で、ワイヤ狙いずれ抑制を行うことが求められます。

次話では「ビードずれ要因の分類④に属する写真事例を示し、それらに対する見方・考え方」について解説をします。
以上。