アーク溶接 第91話 ビード外観を考える(2) 担当 高木柳平
2017年07月03日
=ビード切れ要因とその対策=
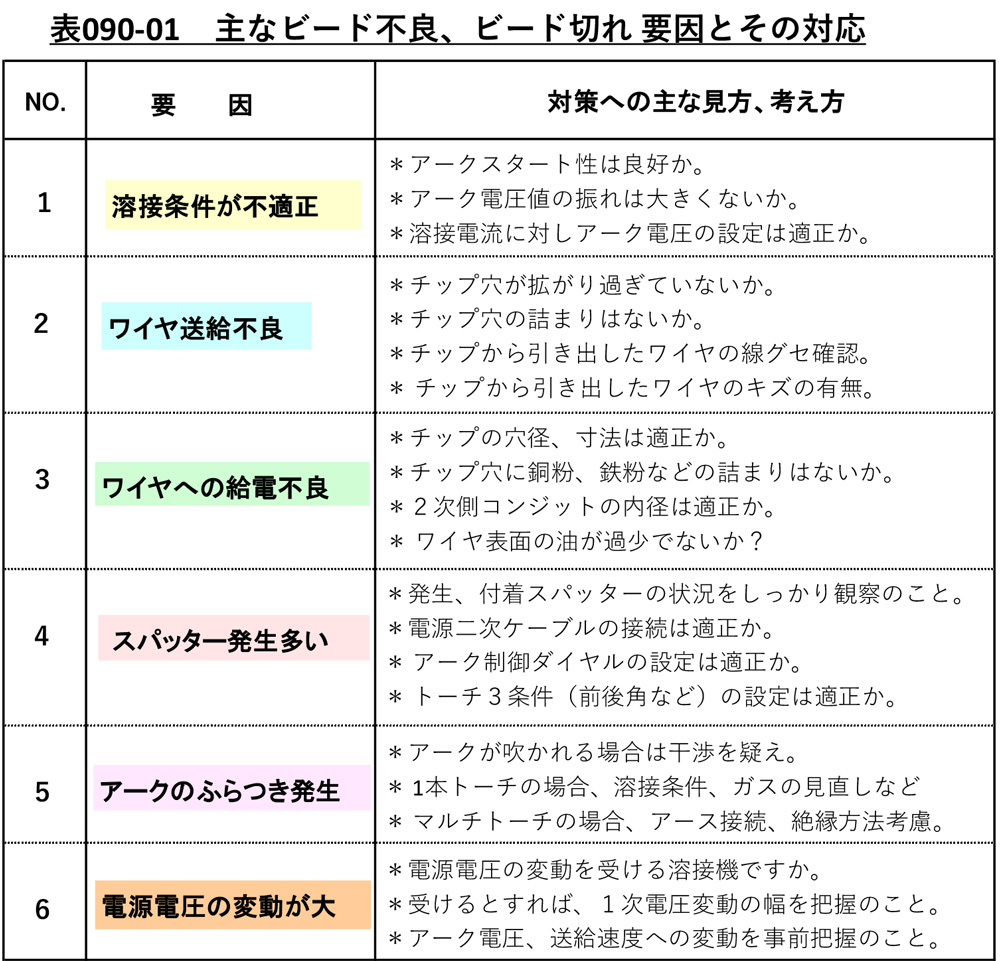
ビード外観不良の中でも「ビード切れ」に分類される不良はとりわけ多い。それは何故か? 前話の表090-01にもみるようにアーク溶接三つの基本(第4話、第48話参照)に係る不調を招いた場合、即ビード切れとなって現れるからです。仮にビード切れが発生した時、その要因=変化点を突き止め、記録し、再発防止を図ればそれ以降ビード切れ不良を起こさなくて済むことになります。また例えビード切れが発生しても即変化点を把握でき改善に努めることができます。そこで、本話では少々繰り返しになりますがビード切れ要因とその対応に関し表091-01をつくりました。以下に説明を加えます。参考にして下さい。
{kind=link}

◆◆◆ビード切れ要因と目のつけ処◆◆◆
1.溶接条件が適正でない。
最近のフルデジタル溶接機の進展は目覚ましいものがある一方、半自動アーク溶接を経験してない世代が溶接条件のロボット教示作業をするという溶接世相にもひとつの背景があると言えます。また、教示作業に不慣れであったり、教えを乞うことを躊躇したり、几帳面でなかったりする場合は即刻溶接ビードに転写されるということを認識することが大切です。
2.ワイヤ送給が円滑でない。
最近のワイヤ送給装置は4WD方式が多く全般的にワイヤ送給性は向上していると考えてよい。しかしながら4WDには適用上弱点(第23話参照)があって1次側コンジットの取り扱いなどには注意を要する。やはり、送給装置周りの銅粉発生など日常点検を励行することが望まれる。
3.ワイヤへの給電が安定しない。
ワイヤへの給電は、チップ先端2mmの範囲で行わせればワイヤ突き出し長さの変動も少なくアーク安定化が図られます。給電の安定にはチップ穴を通過するワイヤとチップの双方に課題があることを忘れずに、常に入れ替わる溶接ワイヤの性状変化にも目配りして下さい。
4.スパッター発生が多い
スパッターはチップ先端に付着、積層したり、チップ穴の隙間に侵入したりして送給性、給電性を悪化させるのでスパッターの抑制、チップへの付着防止は、対策の一番地です。チップ先端へのスパッターは一般的に「付着-離脱」を繰り返しながら終局で「付着」となって害を及ぼすことになります。チップ交換する際、何回目の「付着-離脱」後かを観察されるとこれらの挙動が把握でき何かと役に立ちます。
5.アークがフラツク。
通常のアーク溶接の場合、フラツキやすいアークは適用ガスによってもたらされます。酸化性ガスであるCO2が10%前後の混合率ではフラツキが生じやすく、2-3%のO2ガスを添加し改善している例もあります。マルチトーチの場合は、相互の溶接電流による電磁気のアークへの干渉に着目しなければなりません。
6.電源電圧の変動が大きい。
フルデジタル溶接機の場合は、電源電圧の変動による送給速度、アーク電圧のバラツキに悩まされることはない。しかしそれ以前の溶接機では設備保全関係者がどれだけご苦労されたことか。適用中の溶接機仕様を確認する中で対応されたい。
次話では周溶接におけるビード不良事例を取り上げます。
以上。