アーク溶接 第92話 ビード外観を考える(3) 担当 高木柳平
2017年07月10日
=円周溶接時のビード不良=
溶接ワイヤの引張強さは最も多く使用される1.2Φワイヤでどの程度あるでしょうか。中間径(8Φ前後)線材から1.2Φの細径まで伸線する工程の中で焼鈍を入れるものと、焼鈍なしのものでは最終引張強度が大きく異なってきます。
「焼鈍あり」材では85-100kgf/mm2ですが、「焼鈍なし」材では120-140kgf/mm2と高くなります。これらの強度を有する溶接ワイヤが捩じりを付与されペイルパック内に収納され、1次側コンジットを介して送給装置でトーチコンジットに送られ給電チップを経てアークになるわけです。ここで、パック巻きワイヤの捩じりは通常どこで解消されるでしょうか。答えはパック傘の出口付近で、少なくとも送給装置入り口ではほぼ解消されていると考えていいでしょう。しかし、引き出し傘部で正常でない取扱いの場合は捩じりが解消できず給電チップまで伝播し、パック巻き1ターンにつきほぼ1回、捩じりがアーク部で解放することになりパチン・・と弾いてビード切れとなってしまいます。
一方パック内のワイヤ捩じりは解放できたとしても、トーチコンジットが捩じられると、その中を送給される溶接ワイヤも同時に捩じられ、上述したようなワイヤ引張強さを持ち合わせているので、それらの捩じり力に屈することなく跳ね返り、給電点が暴れて不安定ビードとなります。
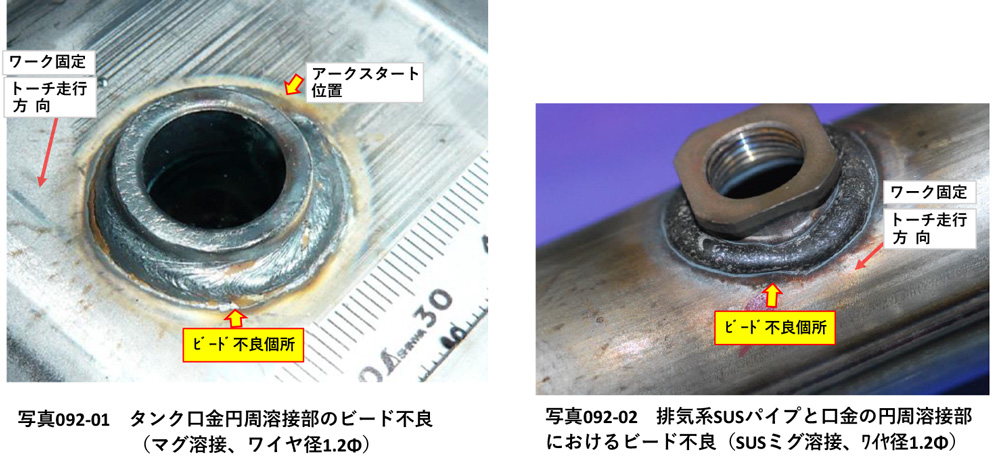
写真092-01にはタンク口金部の円周溶接に生じたビード不良でスタート部から180°付近の回転位置で捩じりが解放し、ワイヤ踊りによるビード不良を呈しています。また、ステンレス製排気管に部品をミグ円周溶接する際現れた、「ワイヤ踊りによるビード外観不良」を写真092-02に示します。これらの事例は小径の円周溶接でしかもロボットで一筆書きする場合に現れやすい。ワークが回転し、トーチ固定の円周溶接には生じません。これらのワイヤ踊りによるアーク弾(はじ)きをどのように対策するか、筆者は明確な解決策を持ち合わせていません。但し、アークロボットですから、アークスタート時に逆捩じりをコンジットに与え、周溶接が進むにつれて生ずるコンジット部への捩じりの蓄積すなわちワイヤへの捩じり量増加を緩和させる手段などは現場的に取られているようです。また、360度の周溶接に限らず、トーチコンジットを周方向に引き廻す溶接の場合も同様な不良事象が現れる場合があります。写真092-03の例では矩形型の重ねすみ肉部に現れた不良ビードで発生要因はコンジットの捩じれがワイヤ捩じれとなってチップ部で給電点が大きく動きアーク不安定を引き起こすとともにワイヤが跳ねだしたものと推測します。

なお、円周溶接において見掛ける問題点のひとつに、全周溶接部のラップ時はスタートビードの余盛高さを考慮して突き出し長さの修正が必要ですが、突き出し長さを変えていない場合が見受けられることです。
チップ母材間距離が12mmの時、余盛高さが例えば5mmとすると突き出し長さは僅か7mmとなりチップ溶着などの不具合を伴いやすくなります。ティーチングは「こまめ」が基本です。
このような場合突き出し長さを必ず修正するようにしましょう。
次話では「立向溶接時のビード不良」について写真事例をみながら解説をします。
以上。