アーク溶接 第93話 ビード外観を考える(4) 担当 高木柳平
2017年07月24日
=立向溶接時のビード外観不良=
ワーク姿勢は溶接ビード外観に大きな影響を及ぼす。自動車部品溶接を手掛けるある会社幹部からお聴きした話を紹介します。V字型の溶接線を有する部品で、ロボットで連続溶接しようとすると傾斜した溶接線を「下り坂溶接」後「上り坂溶接」を行う対象品がありました。早速、受け入れ側に相談すると二回に分けていずれも「下向姿勢」で実施するよう指示があり、設備も大きく改造し対応された由。正しい指示と対応だと思います。受け入れ側から見ると品質第一であり、「下り坂」溶接時の溶け込み不足懸念があり、「上り坂」溶接時の外観不良も許容できないと推定します。受け入れ側の立場に立てば下進溶接(含む傾斜溶接)品質は溶け込み不足、融合不良などの課題が大きく、「下進溶接は行わないこと」などの施工指示を予め出す場合があります。このような場合、受け手は生産準備段階から設備も含めて考慮に入れなければなりません。
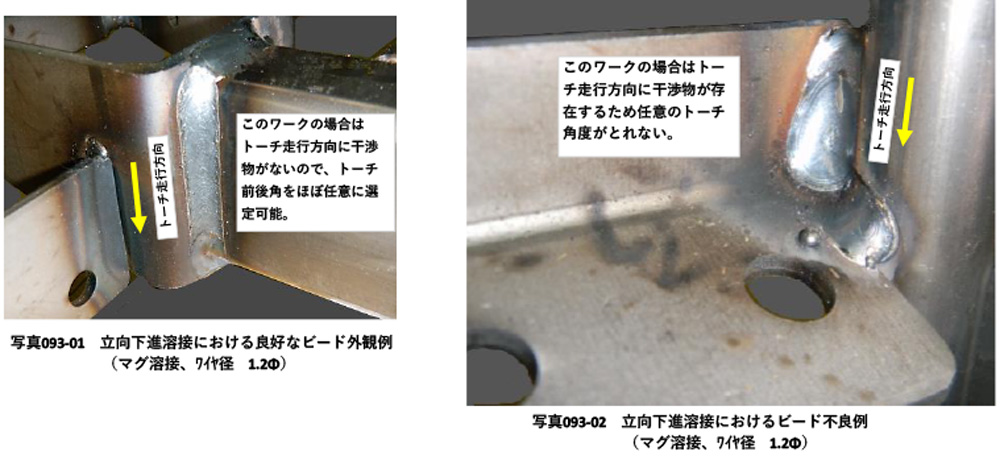
しかし、ワークの性質上これらの姿勢課題を避けることができにくい、orできない場合もあり、どのように考えていけばよいでしょうか。一例を以下の写真事例を見ながら説明します。写真093-01に立向下進溶接における良好なビード外観例を示します。このワークの場合溶接線下方に障害物がないためトーチの前後角をほぼ任意に選択でき、下進溶接であっても適正なトーチ前後角の選定が可能です。しかし写真093-02に示す下進溶接の場合はトーチ進行方向に障害物があり任意のトーチ前後角を選択することはできません。面直or後退角をとることはできず、前進角しか選べません。よって溶接中の溶融金属の流れが重力とともにアーク力が下方に作用する結果、湯垂れを生じ、大粒のスパッター飛散となり、溶着金属不足による過大凹ビードを呈しやすく、浅溶け込みor融合不良になったりする。このような場合注意すべきことは溶融金属の先流れを生じない電流・電圧・速度の条件選定であり、ワイヤの線ぐせ方向を確認して、クセが更なる前進角に向かわないよう、逆に言えば後退角に向かう線ぐせを3点矯正器で付与するなどの工夫が必要となります。以前にも述べましたがCO2溶接・ワイヤ径1.2Φ・2.3t重ねすみ肉下進溶接、トーチ面直の各条件で先流れしない溶接電流×溶接速度の組み合わせは150A×60cm/min~170A×80cm/minあたりです。これらの数値を記憶されると薄板溶接の教示に役立つように思います。
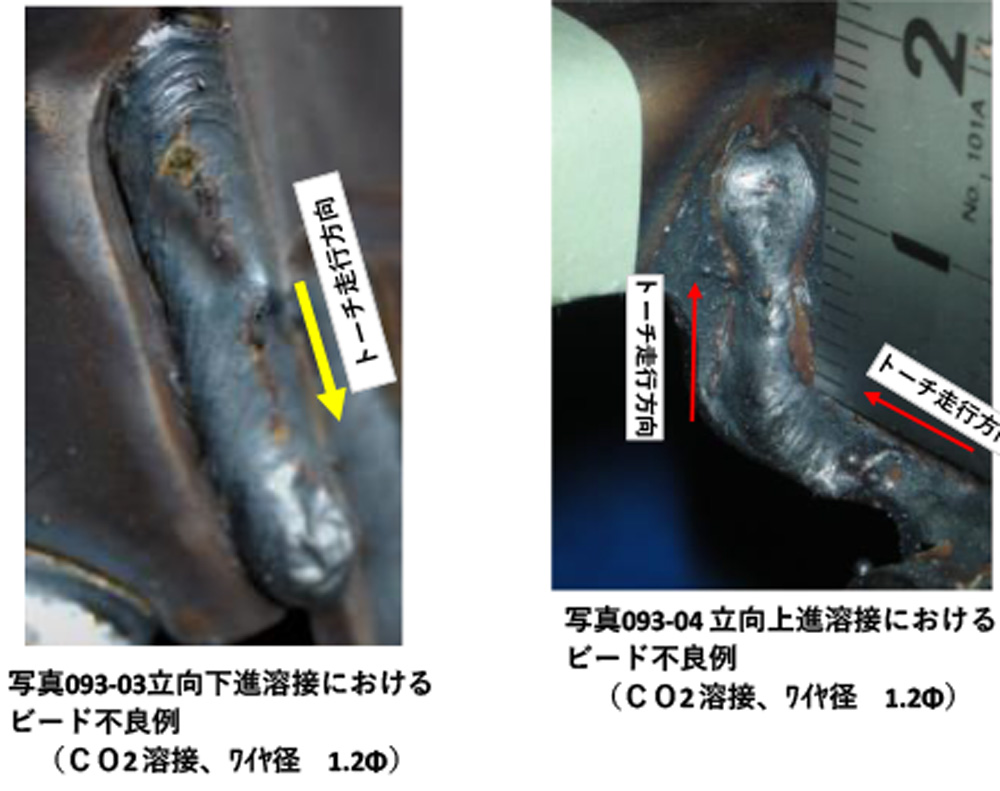
一方写真093-03に、立向下進溶接におけるビード不良例を示します。このビード外観にみるようにビード中央が凹み、かつトーチ走行方向に溶融金属が先流れ、凝固した様相を呈します。このような外観では溶け込み深さが心配です。この場合はトーチ走行方向の障害物も見当たりませんので5~10°の後退角を選定し先流れを抑制した溶接を行えば対応が可能となります。
以上の写真例でもわかるように、下進溶接はすべてがNGではなく、適正に施工すれば溶け込み深さをクリアでき、外観良好な結果を与えてくれます。湯流れに影響を及ぼすトーチ前後角などの決められた条件を現場で守り、守らせる標準化の徹底の中でのみ可能になることをしっかり受け止めて下さい。
写真093-04は上進溶接時のビード外観の一例で、山高ビードとなり好ましくありません。自動車部品のCO2、マグ溶接で上進姿勢を採用することは滅多にありません。ワーク、治具の構成上やむを得ない場合にのみ限定すべきです。他の事例としては、水平すみ肉溶接でトーチ前進角を30°以上取らざるを得ない場合も同じでアーク力による吹き出しスパッターに悩まされ続けます。上進溶接、極端なトーチ前進角、後退角溶接などは所詮、生産準備段階での見損じで、事前の検討が望まれます。
次話では「ビードずれ要因とビード外観の判定(1)」について解説をします。
以上。