アーク溶接 第114話 ブローホール(1) 担当 高木柳平
2018年02月19日
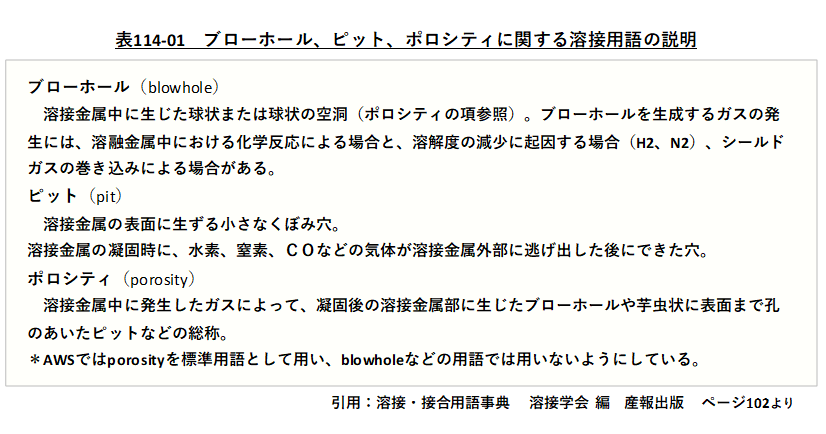
ブローホールとその考え方
いよいよ本話から溶接内部品質、そのなかでもとりわけ身近な「ブローホール、ピット」などの溶接欠陥について考えます。 ブローホールなどの呼称名は種々あります。そこで学術的にどのように規定されているか、溶接・接合用語事典(溶接学会編、産報出版)より引用させて頂き表114-01に示します。
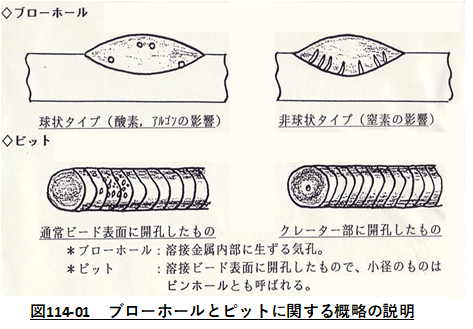
一般的にこれらの欠陥の総称は「気孔」であり一部に多孔性の意味でポロシティも適用されるがもっぱら、溶接現場ではブローホール、ピット(図114-01参照)と呼ばれピットも含め一括して「ブローホール」として扱われている場合が多い。 本話では、溶接金属中にガスでできた空洞を「ブローホール」、溶接部の表面に生ずる小さなくぼみ穴を「ピット」と称し原則として区別し説明をします。
1)ブローホール、ピットの品質への影響
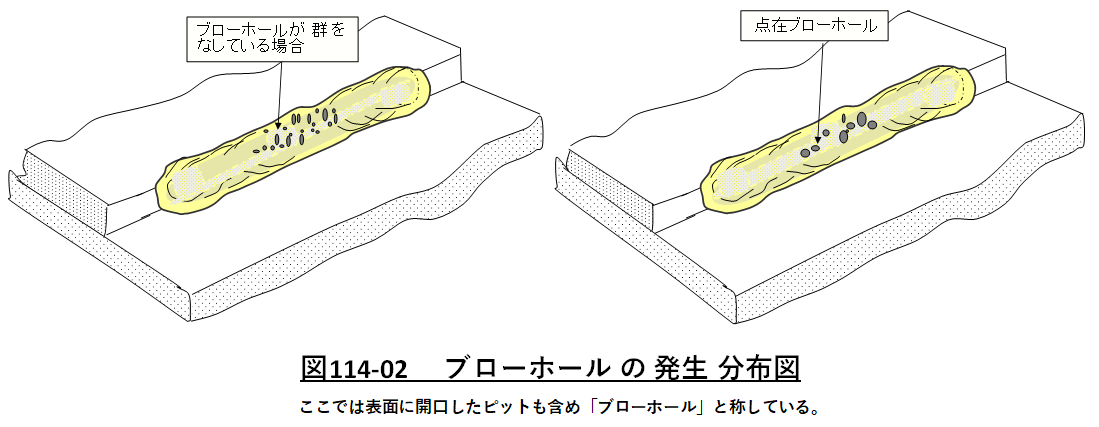
ブローホール、ピットの品質への影響については適用される溶接部品の持つ要求性能とその品質規格に照合し判定される必要があります。 発生したブローホール、ピットが有害かどうかの判断のひとつは ①外観上の問題、 ②気密性・油密性が要求性能で含まれるか。さらには③強度、延性上への影響です。 一般的にブローホールは発生数が多くなければ、又は穴が群として存在する場合(図114-02左図参照)その総面積が規格以下の場合は強度、延性に影響はないと言われている。一方、ピットは表面まで開口しているので外観を悪くし、疲れ強さに影響し、特に腐食環境では厳しくなります。
2)ブローホール、ピット発生への考え方
ブローホール、ピットの発生の直接要因は亜鉛メッキ鋼板の溶接のように侵入型気泡であり、空気の巻き込みによる窒素ガスの過飽和型気泡による場合などが多い。 しかし、それらの要因は当初から考慮しておいても溶接継手の性質上、防止が困難な場合もあれば、事前対策を立てれば確実に発生をなくすこともできる場合もある。 また、発生させても許容できる範囲がある溶接対象もあれば、如何なる発生も品質上許容できないなどの厳しい品質条件もある。 事前判断のもとに設計、材料の選択、溶接施工・管理がなされなければいけない。
次話では「ブローホール、ピットの主な発生要因と形態、特長など」について概要を説明します。
以上。