アーク溶接 第115話 ビード内部品質を考える(2) 担当 高木柳平
2018年03月05日
ブローホールの発生要因と主な特長
ブローホール、ピットの発生要因は、要約すれば「溶接金属の溶融・凝固中に生成あるいは侵入した何らかの気体(ガス)が最終的に凝固した溶接金属内部に気泡あるいは気孔となって形成されるもので、必ずガス発生源が存在し、それらのガス源を把握して対策すれば欠陥の抑制は可能となります。 大まかに発生要因を分類すれば以下のようになります。
① ガスシールド不良(エア巻き込みブローホールなど)による
② 継手形状による(嵌め合い継手など)
③ 材料に起因する(亜鉛メッキ鋼板の溶接など)
④ これらの複合要因によるもの
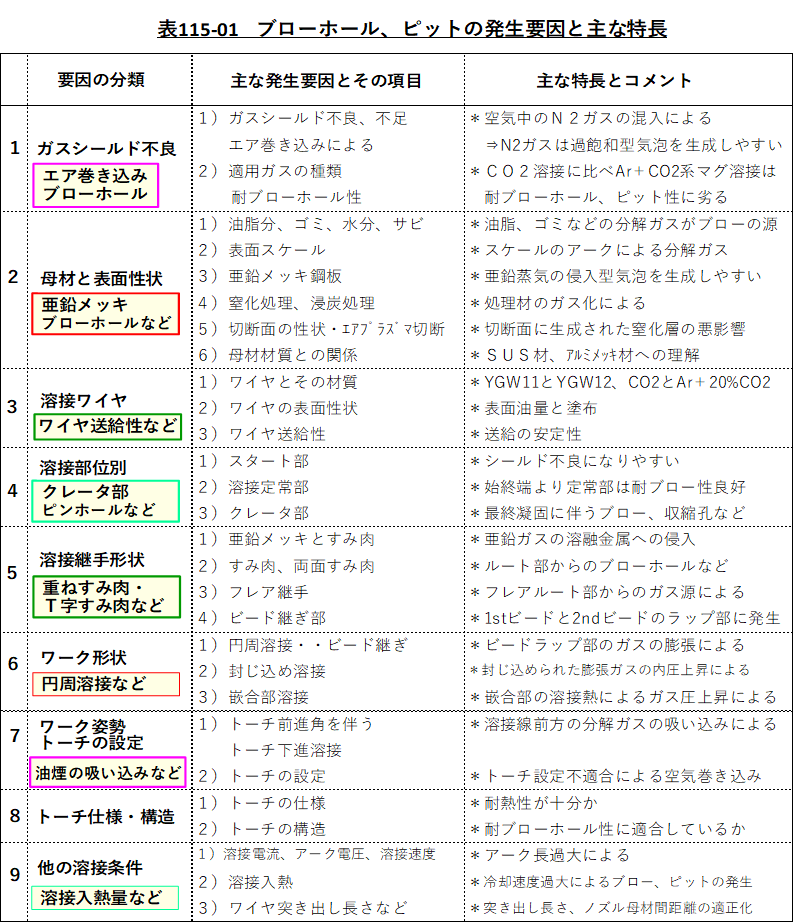
さらに少々細かく発生要因をそれらの特長も含め表115-01にまとめてみました。参考にして下さい。 周知のように気体は、例えばコーラの中の炭酸ガスのように栓をしたままでは圧力が掛かっているため潰れて眼に見えませんが、開栓すると大気圧になり静水圧中をブクブクと気泡として浮上します。 このように気体は、浮上する溶融金属中の状態(温度、圧力、流動性など)により形、数、大きさを様々に変化させます。よって、発生要因はひとつとは限らず、発生源とそれら気体生成過程などの複合要因として把握することが望まれます。 また、気泡の発生場所および気泡の形、数量などによっても要因を特定できます。 表115-01にみるようにブローホール、ピットの発生要因は多岐にわたっています。ガスとシールド性、ワイヤとその送給性、トーチと給電性の3つの原点に帰って対応することが求められます。 対策にはビードの内部観察を徹底して行うとともにガス圧力を増大させている要因は存在しないか、冷却を速めてガス放出を妨げている要因はないかなど種々点検箇所を拡げて下さい。
次話より表115-01に従って「ブローホール、ピット発生要因とその特長」について順次説明を展開していきます。 ご期待ください。
以上。