アーク溶接 第102話 アークスタート性を考える(2) 担当 高木柳平
2017年10月23日
=溶接電源の設定とスタート性=
スタート性に及ぼす溶接電源設定の影響は大きい。良好なスタート性を如何にしたら維持できるかを常に追求した設計がなされ、スタート性改善機能が備えられている。皆様の溶接現場の溶接電源は、必ずしも直近のフルデジタル制御溶接機ばかりではないでしょう。旧型のサイリスタ機、インバータ制御初期の溶接機なども保有され稼働中でありませんか。短絡移行溶接機、パルスマグ溶接機、さらには最近の「ワイヤ正逆送機能付」溶接機など多くの種類があると推定されます。
このような背景を想定しつつ、前話の表101-01に示す不良要因とその分類「①溶接電源」の項について以下に説明を加えます。
1)スタート制御の確認と適正な設定
適用電源がどのようなスタート性改善機能を装備しているか、そのなかでそれらの機能を十分に使いこなしているかなど確認することが大切。
*短絡移行溶接電源:ホット電圧、ワイヤスローダウン制御、スタート電流設定、アーク特性制御、エンド制御、ワイヤ径適応制御、一元制御など
*パルスマグ溶接電源:上記のほかにパルス特有のピーク電流の上限設定、ベース電流下限設定など
これらの設定への理解を深めたいものです。
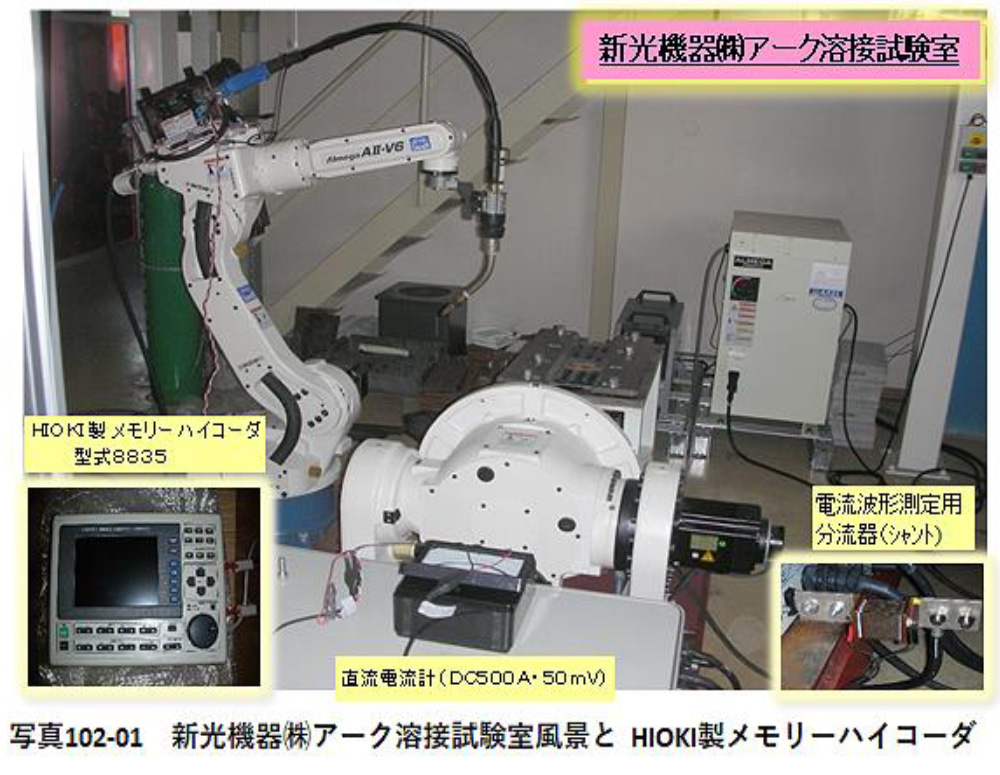
例えば溶接電流・アーク電圧波形の測定などハイコーダ(写真102-01参照)を使用して詳細を知り設定することが使いこなす一つのポイントです。
次に機器メーカのサービスマンに依存しっ放しにならない姿勢も一面では持ってほしい。一例では、どのような設定がなされているかを受け入れ後確認すると、「すべて標準設定」で済まされていたとよく聴きます。
自社の溶接製品の品質アップを図るには自らが理解し適正化に努力することが必要です。例えばホット電圧のレベル設定、スローダウン制御レベル設定など適正を見出すには少なくとも数条件トライした上で決定することが望ましい。
2)エンド制御の確認と適正な設定
スタート性の良し悪しはエンド制御に大きく依存します。ワイヤのチップからの出代(mm)を短めの4~6mmとし、ワイヤ先端凝固球の小粒化などが求められます。
3)アーク特性と波形制御
アーク特性は、表示で言えば「ハード・標準・ソフト」でありますが、フルデジタル機の場合殆ど無限なほど設定条件を変化できます。スタート時の電流立ち上げは、特に第1ビード条件ではエネルギーの瞬時投入が必要なためハード側設定にします。
古い話で大変恐縮ですが、昭和40年代前半の可飽和リアクトル型シリコン整流直流電源の溶接機では「第14話」溶接電源の変遷(3)にみるようにスタート性、耐スパッタ性の改善は直流リアクトルの巻数N(ターン)の可変に依存していました。図014-01のように直流リアクトルを巻数多く接続するとスパッタの発生は抑制できるが、スタート時の電流立ち上がりが抑制されるため、スタート不良にしばしば陥った。
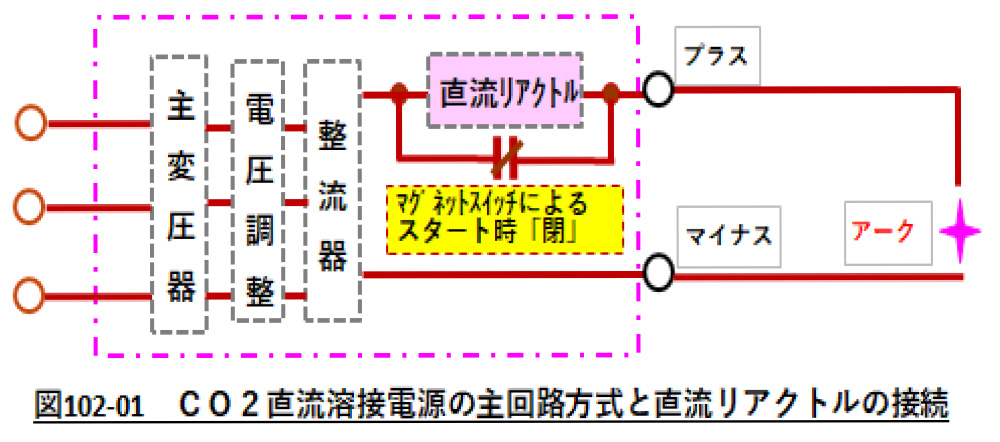
それらを改善するために図014-02のようにタップ切り替えで調整したり、スタート時は図102-01のように直流リアクトルをマグネットスイッチの大型接点を使い短絡し、スタート終了後接点を開いて直流リアクトルを作動させるなどの大胆な制御法が採られた。この事例などを記憶に留めて頂き、スタート時のハード側設定に心掛けて下さい。
4)二次ケーブルの確認、アース接続
二次ケーブルの太さ、長さ、置き方、接続位置、接続部通電性の確保などはアークスタート性に直結します。二次ケーブルが熱をもっていないかなど日常的にチェックしたいものです。
次話では「スタート時の電流・電圧波形のチャート観察」について説明を致します。
以上。