アーク溶接 第101話 アークスタート性を考える(1) 担当 高木柳平
2017年10月16日
=スタート不良発生要因とその分類=
アークスタートが良好であれば続く定常溶接もうまくいきやすい。機器メーカがカタログの中で瞬時アークスタート率97%などと強調されているのもスタート性が溶接品質に大きな影響を及ぼすためです。本話からしばらくアークスタート性について考えます。
はじめにアークスタート時に求められる要求性能は何ですか。良好なアークスタートとはどのような要因を備えていればよいでしょうか。
<良好なスタート条件とは>
① 瞬時スタートし、スパッタ―発生少なく、外観が美麗で、かつ揃っている。 ② スタート部の余盛が低く、先端ビード形状が半円状で美しい。 ③ 溶け込み深さがスタート部初期から形成されている。
これらの良好なスタート条件を求めてCO2・マグ溶接は開発以来取り組みがなされてきた。機器・ワイヤ・ガス・施工一体となって改善され現在に至っている。しかし、改善された機器その他を適用してもそれらの機能を理解し十分に引き出し、かつ運用されなければなりません。
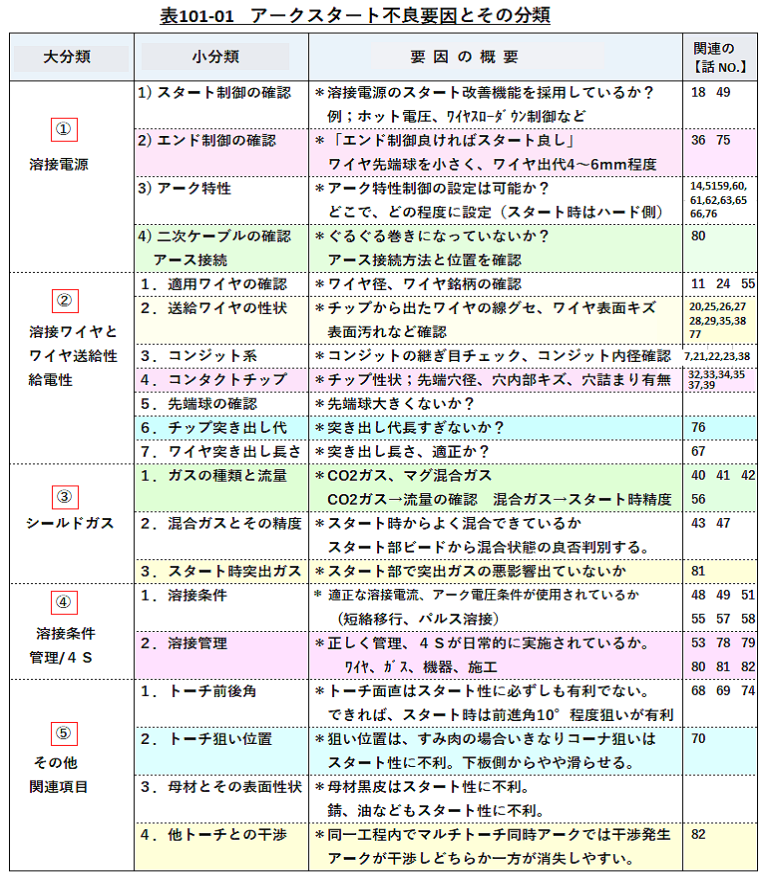
スタート性を恒常的に良好に保つにはどのような諸点に重点を置いたらよいか。表101-01に「アークスタート不良要因とその分類」として示します。スタート性の良否を見る場合、スタート不良がどの溶接品の、どの部位で、その頻度は、それら不良の事象は、と確認が必要になります。それらの確認に際し、表101-01の各項目を参照願えれば幸いです。なお、これら表中項目の内容については既に本「溶接技術だより」で解説したものが多く、関連する「話NO.」を示しました。併せてご参照下さい。
次話以降、表101-01の【大分類1~4】について順にスタート性改善への見方、考え方を示します。
以上。