アーク溶接 第110話 アークスタート性を考える(10) 担当 高木柳平
2018年01月15日
スタート部のビード形成性(2)
前話ではスタート部のビード余盛高要因のひとつは、溶融金属凝固に伴うスタート側への凝集が一因と述べました。詳しくは多くの文献、専門書にみられるようにアーク溶接における母材の溶融、凝固および溶け込み現象を「マランゴニー対流」などの概念によって説明されている。
ビード形成性を判定する際、これらの概念を予め理解していると母材側への溶け込み現象を含め評価しやすい。小生が大同特殊鋼㈱勤務において、ステンレス快削鋼のTIG溶接において経験した溶融・凝固現象はこれらの典型例のひとつであったので、以下に紹介したい。
ステンレス快削鋼には快削性を与える合金元素としてSやSe、Pbを添加したステンレス快削鋼が開発されてきている。しかしSは耐食性の低下を招いたり、Se、Pbはこれらの元素が溶出した際有害となるなど欠点がある。そこで毒性がなく、快削性を与えることができる合金元素としてBiが着目されてきた。ところがBiを微量添加したSUS304BiをTIG溶接した溶接加工ユーザからTIG溶接ビード形状、溶け込み形状が通常のSUS304に比べ芳しくないと言う指摘を受け、先輩の竹内宥公氏と共同で検討し、結果を「電気製鋼」 *1) に「ステンレス鋼のTIG溶接作業性に及ぼす表面活性元素の影響」と題して発表した。
この論文から以下に抜粋してその要旨を記します。
【要 旨】:オーステナイト系ステンレス鋼にBiを添加した場合のTIG溶接金属の溶け込み形状に及ぼす影響を調べ、次の結論を得た。
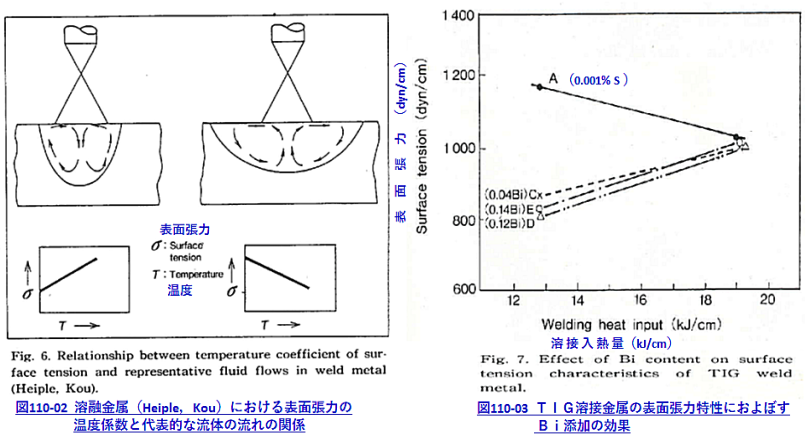
(1) Biは表面活性金属として作用し溶融池内にマランゴニー対流を生じさせる。その結果、Bi添加により表面張力は入熱(温度)とともに増大する正特性を示し、溶接金属は深溶け込みとなり、不整ビードを生じやすくなった。写真110-01、図110-01、図110-02参照願います。
(2)溶融鋼の表面張力は、Bi 0.04%までの添加ではビードの形成をやや低減させる程度であるが、Bi 0.04%以上の添加で表面張力を増大させる正特性を示し、0.12%以上の添加では不整ビードを生じ易くさせる。(図110-03)
(3)テーパ試験により溶接金属の表面張力を簡便に計測できることを確認した。

溶接金属の溶融・凝固はそれらを構成する溶接ワイヤ、母材、ガスおよび入熱条件などが関連しますが、ここでは簡単のため溶接ワイヤ成分の影響に限定します。
通常軟鋼系溶接ワイヤはC、Si、Mn、P,Sの5元素であり、他にO量の影響も考慮する必要がある。
図110-02左側図はやや硫黄(S)の多い場合、他にBi、Seの添加が知られており、図110-03はBiの影響を確認したものである。
一方図110-02右側図はSの低い場合、他にAl添加の場合が知られている。
通常のYGW12,YGW16の短絡移行溶接ワイヤの溶接金属は、一般的に図110-02の左側図のように溶融金属の温度Tの上昇により表面張力σが増加する正特性を示す。
その結果、ビード長手方向には温度勾配が生じ、Tの高いスタート側に凝集する傾向を示す。
一方、ビード横断面方向ではビード中央部温度Tが高く周辺部は低いので中央に凝集しやすくなり、ビード止端部にアンダーカットが発生しやすい性状を示す。
このような理由でYGW12とCO2溶接の組み合わせでは、ビード長手・横断面方向ともスタート部ビードの中央付近に溶融金属が凝集し易くなり、余盛高ビードを形成しやすくなるのです。
次話では溶接欠陥のひとつである「穴あき」について写真事例により説明します。
以上。
引用文献 *1);電気製鋼 Vol.61 No.4 P229~ 竹内宥公、高木柳平