アーク溶接 第109話 アークスタート性を考える(9) 担当 高木柳平
2018年01月08日
スタート部のビード形成性(1)
アークスタート部のビードは一般的に盛り上がりやすい。盛り上がると続くビードが凹んだり、狭幅になったりして品質上好ましくない。これらのスタート部余盛高はどのような要因で生ずるのであろうか。 経験的に把握している事象を並べて以下に考えを述べます。
「アークスタート部」が「定常溶接部」と相異する点は、 ①ワイヤおよび母材が常温で冷えている。 ②アーク発生後短時間で温度が急上昇する。 ③アーク熱量の大きさとアーク炎の向きとによって母材側には温度勾配を生ずる。 ④溶融金属は凝固する。凝固の際種々の動きをする、などである。
CO2溶接、ワイヤYGW12、ワイヤ径1.2Φ、母材は1.6~2.3t軟鋼板として瞬時スタートさせた場合の スタート部ビード形状の一般的な性状は、
①スタート部に溶接金属(溶融金属)が集中しやすく、広幅で、余盛高となりやすい。
②溶け込みは一般的に浅い。但し溶接入熱の関係で溶け込みが深く得られる場合にのみ平坦な余盛形状のビードが得られやすい。
③高速溶接になると鎌首ビード(スタート部ビードが頭デッカチで次に続くビードは凹こみ、狭幅にな
るビードを言う)になりやすい、などである。
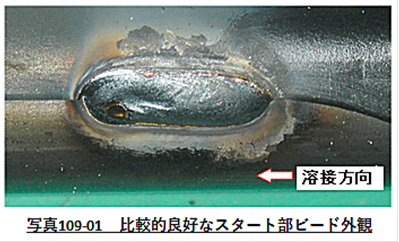
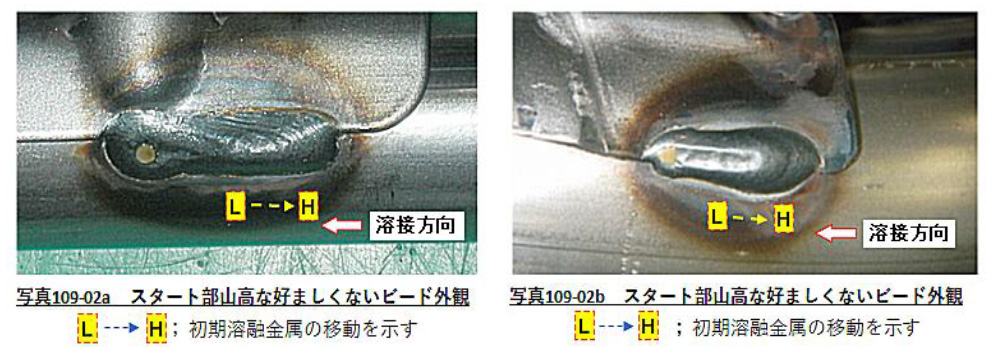
そこでスタート部ビードとして比較的良好な外観を写真109-01に、余盛高を呈している相対的に好ましくない外観を写真109-02a,02bに夫々示します。
短いビード長の多い溶接部品ではスタート部の占める割合が大きくなるので平坦なビードを得る努力が必要となります。
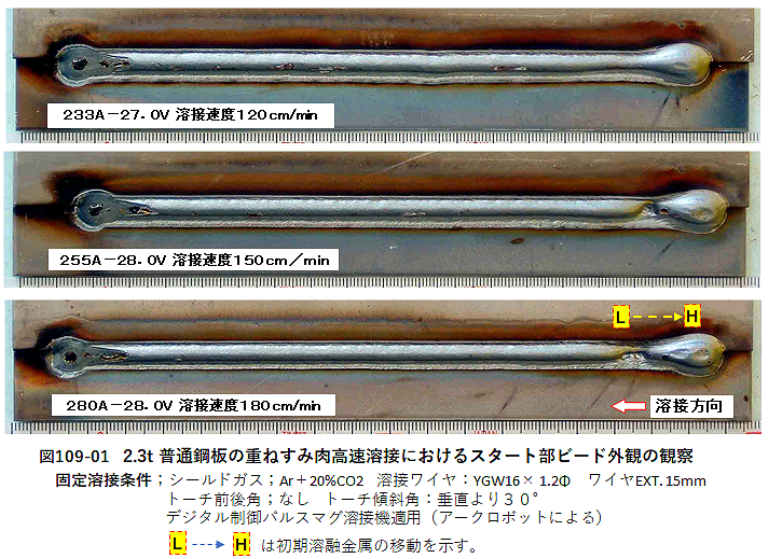
また、自動車部品において比較的肉厚の厚い、溶接長さの長い対象は高電流・高速溶接されています。 それらの高速溶接時にスタート部に発生しやすい不適合現象のひとつは「鎌首ビード」と呼ばれるもので、その発生例の一例を図109-01に示します。
短いビード長における余盛高、高速溶接時の鎌首ビードの何れにも特長的なことは、スタートビード部が他の部位に比べ、ビード長手方向において、熱的にホットな状態(Hと呼称)となり、ホットなスタート部金属の方にホットでない(Lと呼称)次の溶融金属が引き寄せられた結果と考えられます。 それらの対策としてはL→Hへの溶融金属の移動を抑制する手段が必要で、スタート時適切な前進角を設定することがとりわけ重要な対策のひとつです。
次話では「アークスタート性を考える(10)としてスタート部のビード形成性(2)」について説明します。
以上。