アーク溶接 第107話 アークスタート性を考える(7) 担当 高木柳平
2017年12月11日
=スタート外観事例とその見方・考え方 ②=
アーク溶接のなかで「極短時間溶接」と呼ばれるものがある。極短時間のアークスポット溶接、仮付溶接がそれである。過日、二輪部品メーカの協力会社を訪問した折、図107-01に示す3Φ軟鋼系丸棒に薄肉、薄板の部品を仮付組付けする仕様が親会社から呈示され、気をつけるべき諸点は何かと質問があり、溶接現場を観察しながらお答えした。なお、代表的な溶接条件
は以下の通りであった。
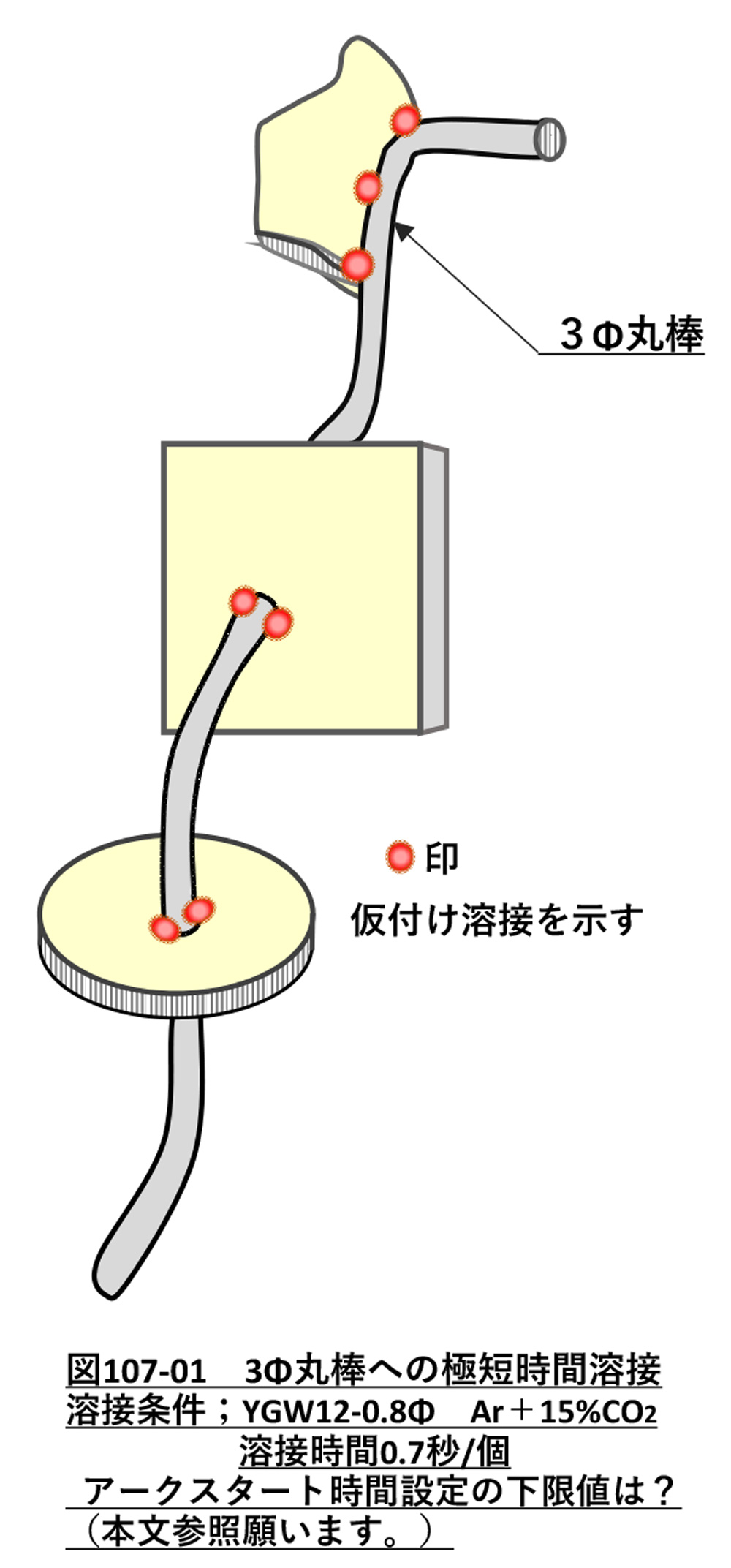
【代表的な溶接条件】
*ワイヤ径 :0.8Φパック巻きワイヤ
*シールドガス:Ar+15%CO2
*溶接電流 :65A *アーク電圧:16.5V
*溶接時間 :0.7秒/個
ここで最も困難なことは0.7秒/個と溶接時間が短かすぎることです。当然N増ししても良好を保てることを前提にします。
【考え方】 ① アークスタート性が百発百中瞬時スタートを維持できなければなりません。 ② 単位時間当たりのワイヤ送給量を一定化させる必要があり、コンジットの内径などにも大きな遊びを持たせてはいけません。 ③ 送給ワイヤを安定的にアークエネルギーで溶融し、凝固させること。線グセ、給電点の安定化などへの配慮が必要。
以上のことをワーク条件、ロボット条件が変化しても一定に保つことが重要と説明させて頂いた。
ところで、アークスタートの確実性を維持する下限時間をどのようにお考えでしょうか?小生は経験から1.2秒程度がミニマム時間と推奨しています。
短時間溶接は、急熱・急冷という溶接課題とともに、スタート性のバラツキをある程度吸収することを当初から考慮することが大切です。
次にスタート性の課題として取り上げたいテーマは、「アーク起動を開始してワイヤが母材にタッチしてもアーキングしない場合への考え方と対応」です。このような場合、ロボット側は「リトライ」と称して一定回数スタート動作を繰り返えし再スタートにつなげています。当社溶接実験室でも9t黒皮軟鋼板上にロボットによるビードオン溶接を行った時アークが発生せず動作がストップし、その際撮影した1枚を写真107-01に示します。
トーチ狙いは面直で、先端凝固球も写真で見る限り特別大きなものではなさそうです。アーキングしない要因は通常以下の様に考えられています。

【アーク発生しない要因は?】
①給電チップの通電不良
②溶接ワイヤ先端部の凝固球が大きすぎる
③凝固球にスラグの付着がある
④溶接機二次ケーブルの接続不良
⑤母材側の表面状況・・・黒皮など
⑥トーチねらいが面直すぎる
⑦溶接ワイヤの線ぐせが悪く真直すぎるなど
これらのアーキング阻害要因の対策のひとつとしてワイヤ先端部をカットして凝固球を除去し、かつ先端を尖らせることよりI2Rによる抵抗発熱を増大させ常時瞬時アークにつなげようとするものです。
当社ではワイヤカッター「タマキリ」として商品化し、多くのお客様にご愛顧頂いています。
次話ではワイヤカッター「タマキリ」の概要を紹介します。
以上。