アーク溶接 第106話 アークスタート性を考える(6) 担当 高木柳平
2017年12月03日
=スタート外観事例とその見方・考え方 ① =
過日プラズマ・フィラー溶接をドアサッシュのコーナー付けに適用されている部品メーカを訪問し種々溶接相談を受けました。その中で、なぜスタートビードのバラツキが大きくなるか?という質問があり種々お客様の溶接状況をお聴きし、観察しました。プラズマトーチをロボットに搭載し、スプール巻き0.9Φワイヤをフィラーワイヤとし、母材より30度の挿入角でした。お答えした概要は、
① エンド処理が適正ですか?
② ワイヤ挿入角度がやや大きすぎないか
③ ワイヤガイドチップ穴を小径にしてワイヤ振れを抑制する必要がある。
などでした。プラズマ・フィラー溶接ではTIGフィラー溶接に比べ、アーク集中性は良好であるがフィラーワイヤの送給バラツキ(位置、角度、先端球など)の影響は強く受けることを説明し了解を得たことを思い出します。
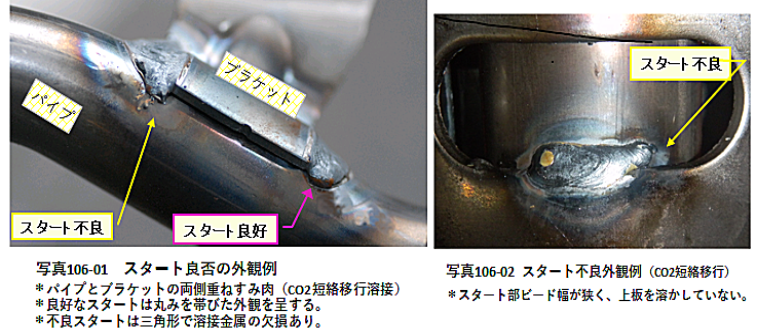
CO2・マグ溶接でも同様で、スタート部ビード外観は概ね表106-01に示す4項目において性状を観察することが望ましいと考えます。
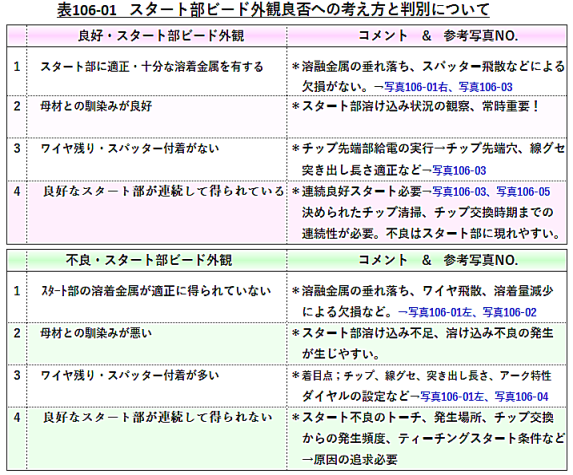
良好なスタートビードとは
第1はスタート部の溶着量が適正・十分に得られているかという点です。
溶着量が不十分の場合、溶け込み深さも不十分となりやすく溶融金属時の欠損は避けねばなりません。
(写真106-01右、106-03良好スタートビード参照)
第2は母材との馴染みが良いことです。ワイヤ・母材とも冷えた状態からいきなりアークによる溶融、溶け込みを得るわけですから溶け込みに関する不具合が発生しやすい。融合不良などの欠陥を生じさせないようお客様独自のチェックの基準を持って対応して下さい。
第3はスタート部によく見掛けるワイヤ残り、スパッター付着、アーク不安定などです。これらに関連する項目はチップ、ワイヤ線グセ、突き出し長さおよびアーク特性ダイヤルの設定です。
(写真106-01左、106-04 不良スタートビード参照)
第4番目に連続した良好なスタート性の確保を挙げました。自社の溶接製品を外観チェックする場合、写真106-05にみるように、スタート部に目を凝らして常に一様で、良好であるかをまず観察することが大切で、それらをベースに良好なスタート性を阻害する要因は何かをつかみ取ることです。


例えばチップへのスパッター付着除去、チップ交換などのタイミングとどのような関係にあるか。
さらにワイヤ線グセが4WD送給装置の適用により真直になり過ぎていないかなど特に注意して、スタート不良原因の見極めを図って頂きたい。
次話では「スタート外観事例とその見方・考え方②」について説明します。
以上。