アーク溶接 第61話 溶接電流と波形制御(短絡移行)(3) 担当 高木柳平
2016年09月05日
前59、60話ではCO2・ マグ短絡移行溶接における波形制御による歩みとその考え方について説明してきました。そこで今回はそれら波形制御を適用した場合の影響と効果についてみる ことにします。なお、溶接機メーカによって例えば同じ「ハード」設定と言っても強弱がありますので波形制御性能を事前に把握するとをお勧めします。筆者が 過去に経験した影響と効果についてその傾向を表061-01に示します。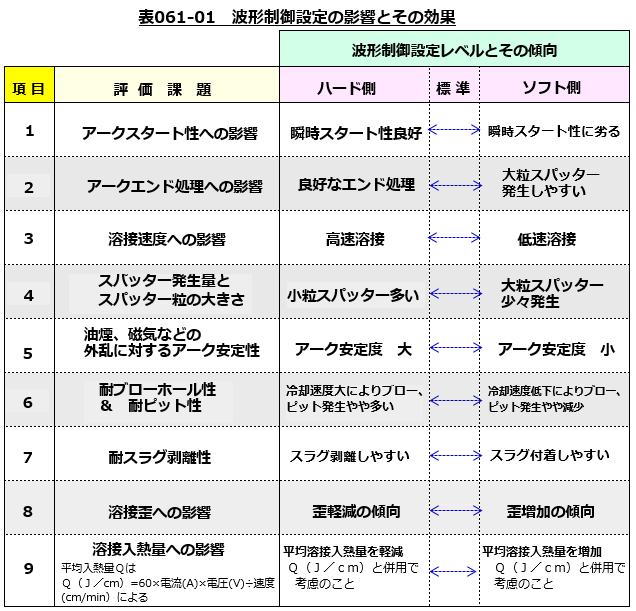
これらは厳密な数値として把握できていませんが順を追ってコメントします。はじめに①アークスタートへの影響は第59話でも触れましたようにハード設定が必要です。②アークエンドの場合はエンド処理として主溶接電流、主電圧を下げますので溶滴移行力が低下します。よってそれらを補うためにアーク特性としてはハード側への設定が望ましい。③溶接速度への波形制御対応はこれも第59話ですでに触れましたように高速化につれてハード設定が要求されます。速度が速いため1粒、1粒の溶滴移行を迅速化させる必要に迫られるからです。④スパッター制御で はスパッター粒の大きさと数の両方を見る必要があります。粒を小さくするにはハードが有利で、発生数を少なくするにはソフト設定が必要となります。アーク 電圧が低い、アーク長の短い条件ではソフト設定ではアーク不安定になりやすいなど状況に応じて、アークへのイメージを常に描きながらハード、ソフトを選定 して下さい。⑤油煙、磁気など外乱への対応ではこれもハード設定が要求されます。強く記憶に残る経験としては、溶接前工程の加工油の影響を 受けやすい溶接品で困っておられたお客様があり、強めのハード設定をお勧めしたら不適合品が激減しました。やはりアークは周囲の油、水分による冷やし、ガ ス化による膨張圧力などには弱いので、アーク力を増加させて多少のスパッター発生を覚悟して乗り切る必要があります。最もふらつきやすいアークは100%正極性のアークで、周囲の磁気、油煙にすら動かされることを前もって承知しておいて下さい。⑥耐ピット、耐ブローホール性への効果は何と言ってもソフト設定が有利となります。これらの理由としては、アーク入熱量を増加させるソフト設定が溶融金属の冷却速度を遅らせ、溶融金属内に生成した気体生成物の浮上を助けることができるからです。⑦スラグ剥離への影響例として、ハード設定ではSiO2を含むガラス状のスラグ成分が溶接ビード表面から容易に剥離しやすいのに対し、ソフト設定にすると溶接入熱量が上昇するため密着しやすくなるという事例があります。スラグ付着量を抑制するなどへの効果はありませんがCO2・マグ溶接で必ず生ずるスラグ(FeO-SiO2-MnOなど)をビード表面に密着的に残存させ塗装性への課題を少しでも緩和させる必要性がある場合などは一度試して頂けたら幸いです。⑧溶接歪への影響は溶接入熱量Q(J/cm)の増減そのものです。ハード設定ではQは減少し、ソフト設定で増加します。歪対策には種々の方策がありますがCO2・マグ溶接では短絡移行の低入熱対応が望まれます。⑨溶接入熱量Q(J/cm)への影響では、通常の平均入熱量Q(J/cm)と同時にアーク特性制御の両方を常に考慮してください。アーク特性制御は図060-01①-② のハード、ソフト設定および③のアーク再生電流制御の有無にみられるように、溶接電流波形をコントロールできるので入熱量への影響は大変大きい。入熱量は 前述の溶接歪をはじめ熱影響部の硬さおよび亜鉛メッキ鋼板溶接時のブローホール抑制などに影響が大きく、アーク特性制御への理解と実行が求められていま す。
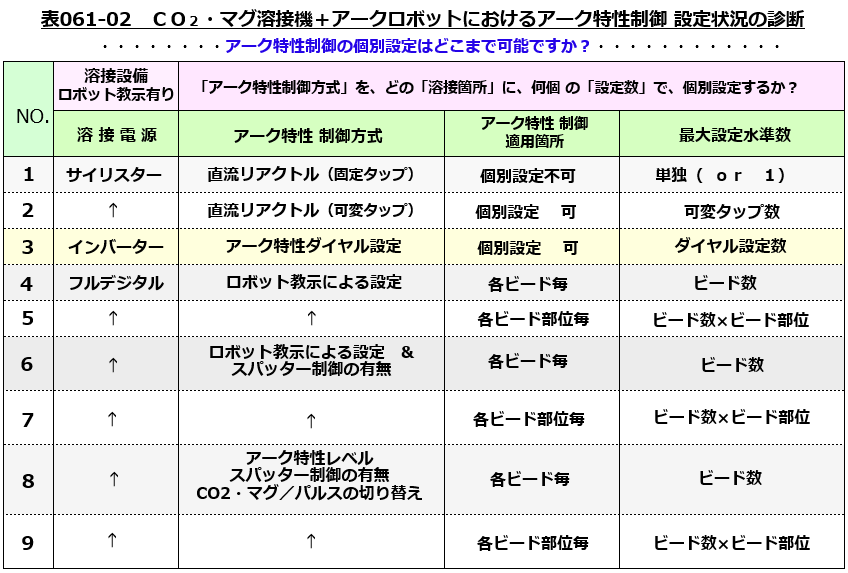
なお、お手持ちの保有設備におけるアーク特性制御の設定状況はいかがですか。自社溶接品の改善課題に合わせ、表061-02に示すように、これらの設定への可能性を見出し適用して頂ければ幸いです。
以上。