アーク溶接 第41話 シールドガスとその取扱い(2) 担当 高木柳平
2016年01月06日
シールドガスの種類と選択(1)
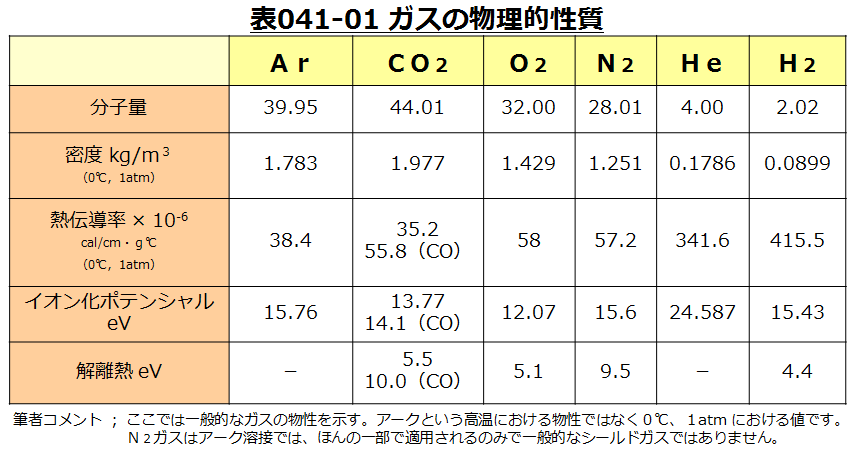
現行のJISではマグ溶接の中にCO2溶接とAr+CO2系混合ガス溶接の双方が含まれ、CO2ガスは勿論、マグガスも活性ガス(Active Gas)に分類される。表041-01にガスの物理的性質を示す。N2についても物性を示していますが殆ど溶接用には適用されず参考値として見て下さい。
ガスシールド溶接におけるガスの役割には以下の項目が考慮されます。
1)溶融金属部の大気中からの保護
2)溶接ワイヤとガスの適正な組合せによる清浄な溶接金属と良好な溶接部の確保
3)溶接アーク、溶滴移行の改善
a. アーク発生点(陰極点)の形成、安定化
b. アーク集中性の確保
c. 溶滴移行性への影響
4)溶接ビード、溶け込みへの影響、効果
a. ビード形成性
b. 溶け込み形状
c. 亜鉛メッキ鋼板溶接における亜鉛蒸気化の防止とピット・ブローホール対策など
このようにガスは溶接金属のブローホール、機械的性質などの溶接性、アーク安定性、スパッターなどの溶接作業性およびビード外観、溶け込み形状などの溶接品質に深く関っています。そのためガスの影響と効果を理解することが極めて重要になるのです。
上記1) と2) に関しては、第3話「CO2アーク溶接法の開発と原理」に詳細説明がありますので参照ください。4) に関しましては、次話で説明します。以下、3) について説明します。
3)溶接アーク、溶滴移行の改善
a.アーク発生点(陰極点)の形成、安定化
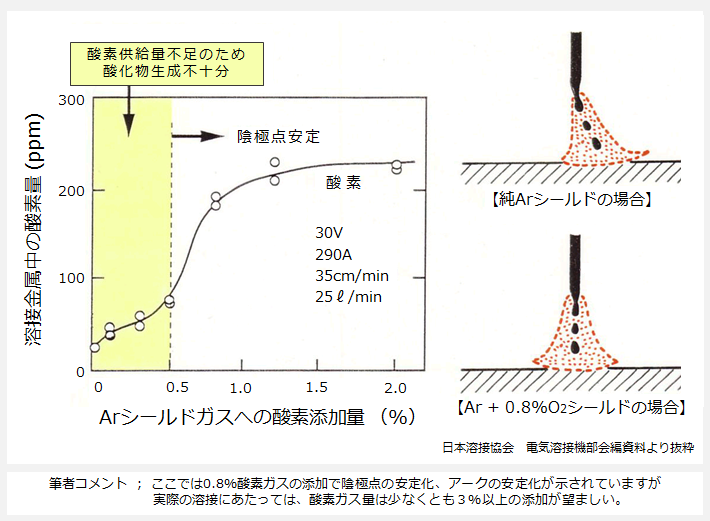
ガスシールドメタルアーク溶接では一般的に溶接ワイヤが陽極(プラス)、母材側が陰極(マイナス)に接続されます。よってイオン(プラス)がプラス側から母材に向かい、母材からは電子(マイナス)が陽極であるワイヤに移動し溶接電流を形成します。この時イオン(プラス)は母材に形成された酸化物を求めて発生します。陰極点は酸化物のある個所に形成されやすく、陰極点は酸化物を求めて母材表面を動き回ります。このような理由でアルゴンガス中に数%の酸素(O2)や炭酸ガス(CO2)を添加して陰極点の安定化を計ると、安定なアーク状態が得られ、ビード形状も良好になります(図041-01参照)。
b.アーク集中性の確保
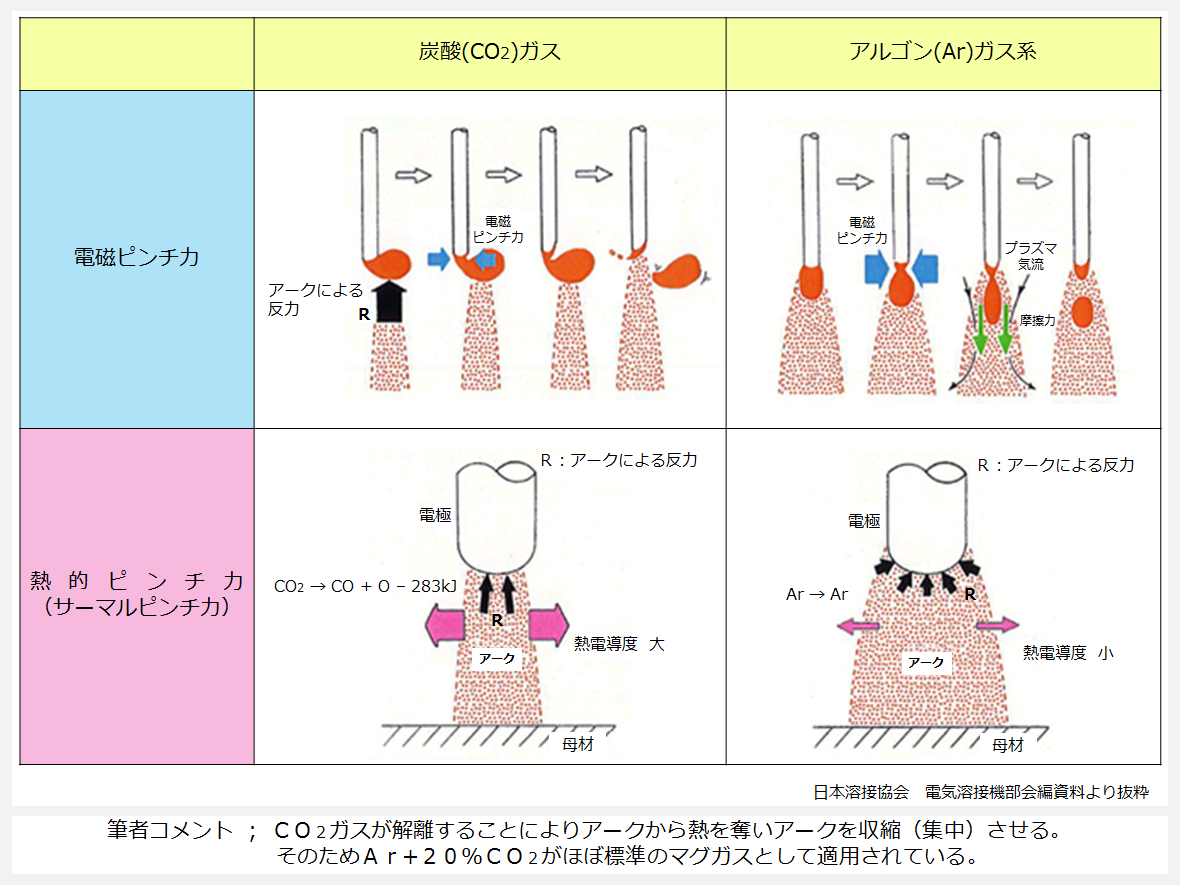
アークは電極ワイヤと母材間に発生するが周囲ガスの膨張などによるガス圧力、溶接電流により作られる電磁気などにより曲り、ふらつきやすくなります。これらの事象に対抗してアークの集中性を確保する働きがガスの解離熱による「サーマルピンチ効果」です。例えばCO2ガスはアークの高温下で解離してCO2 = CO+O-283KJに示されるようにアークから283KJのエネルギーを奪います。自然の摂理に従ってアークは熱を奪われまいとして表面積を極力小さくします。いわゆる収縮(集中) するのです。O2ガスもCO2ガス同様に「サーマルピンチ効果」を発揮するので周囲ガスにO2ガスを含めばアークは集中し易くなります(図041-01参照)。この事実をしっかりと把握して下さい。とくに軟鋼系の溶接では、ステンレス鋼も含め陰極点の安定化とアークの集中性確保のためガス中にCO2、O2あるいはCO2+O2の酸素成分を混合させるのです。
c.溶滴移行性への影響
CO2溶接ではグロビュール(塊状)移行が220-230A程度の中電流以上で観察される。グロビュール移行はその名のとおり大きな溶滴となって移行することで知られている。なぜ塊状の溶滴になるか、なぜ移行のスムーズ化を抑制されているのか。この要因はCO2ガス適用時に生ずる「アークによる反力」が溶滴を下から上に押し上げる結果であると考えられており、アルゴン系ガスの場合はそれらの反力が小さいので溶滴の押上げ力は小さくスムーズなスプレー移行が実現可能となります(図041-02参照)。
次話では引き続き 4)溶接ビード、溶け込みへの影響、効果について説明します。
以上。