アーク溶接 第24話 溶接ワイヤとその取扱い(1) 担当 高木柳平
2015年07月06日
溶接品質の維持、安定化にはスムーズなワイヤ送給と確実な給電が求められます。本話から4回にわたって「溶接ワイヤとその取扱い」について説明します。スプール巻き20kgワイヤはほぼ2,250m、250kgパック巻きワイヤでは長さはほぼ28,150mと長い。これらの溶接ワイヤは果たして一様で、バラツキはないのでしょうか。何を基準に溶接ワイヤを考え、理解し、取り扱っていけばよいでしょうか。以下にそれらの基準とすべき項目とその概要を記します。
1) 溶接ワイヤの銘柄、規格
適用中のワイヤ銘柄が取り替わっていた事例を経験したことがあります。スプール、パックなどの銘柄表示、JIS規格表示をワイヤ交換作業の際には必ず確認しましょう。
2) 溶接ワイヤの梱包形態
ペイルパック巻きとスプール巻きがあります。形態の違いによりワイヤ線ぐせなどの状況が大きく異なってきます。ペイルパックワイヤの取り扱いには習熟しましょう(次回、第25話参照)。
3) ワイヤ径のチェック
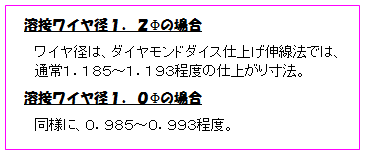
適用中の溶接ワイヤ径のチェック(ノギス、マイクロメータ)を行いましょう。コンタクトチップの孔径選定には必須項目です。現状では銅メッキワイヤの最終伸線工程でダイヤモンドダイスが適用されワイヤ径が細かく管理できるようになっています(補足024-01参照)。
4) ワイヤの線ぐせ
線ぐせとはスプール巻きの場合、輪径および立ち上がり。パック巻きの場合、ピッチ、横曲り、立ち上がり、輪径。チェックするにはチップからインチング操作で送出したワイヤ(パック巻の場合はパック1巻き分ほぼ3mを引き出す)を床面に置いて調べて下さい。
線ぐせの良否は、溶接品質に直結しますからビードずれ、ビード不安定などの課題が生じた時、パックワイヤ段階、送給装置出口、トーチ・チップ出口などに分け線ぐせ品質をチェックすることをお勧めします。
5) ワイヤ表面性状のチェック
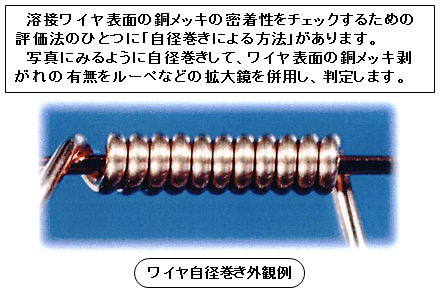
パック巻きの場合は線ぐせと同時にワイヤ表面キズの有無、表面汚れなどもチェックして下さい。さらにメッキ有りの場合はメッキ厚、メッキの密着性を、メッキなしの場合は錆発生有無を目視観察で行ってください。なおメッキ密着性の確認方法として図024-01に自径巻きによる観察例を示す。メッキカスは殆どが銅粉で一部鉄粉。送給経路が赤くなっていたら銅粉発生と認識し必ず対策を施すこと。
6) ワイヤ表面の潤滑状況チェック
表面油の塗布の有無および多少をチェックのこと。ワイヤ送給をスムーズに行うには表面油の微量(1cc程度/ワイヤ10kg)塗布がなされていなければなりません。
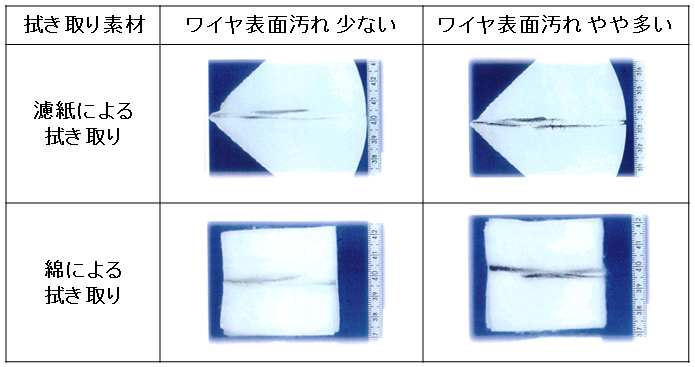
ワイヤ表面観察として図024-02に濾紙、あるいは綿による拭き取り事例を示します。表面油分が少ないと拭き取った結果がきれいに見え、油分が多いと拭き取った結果が黒く、汚い状況になります。きれいだから「良好」、ある程度黒く油分多いから「不良」と判断しないでください。お客様の良好な溶接工程の溶接ワイヤを選んで表面拭き取りを事前に行い、ある程度のサンプルを蓄積した上で拭き取りによる良否判定を行ってください。
このような地道な管理を日常から積み上げていけば、溶接異常時の対応は自信をもって、素早くできます。また、コンジットチューブ内を溶剤で脱脂洗浄した後は、必ず専用の油分を少量塗布してください。
以上。