抵抗溶接 第3話 亜鉛めっき鋼板のナゲット形成能が低い本当の理由 担当 中島敏治
2015年06月29日
亜鉛めっき鋼板のナゲット形成能は、裸鋼板のそれに比べて何故低いのでしょうか。
溶接ナゲットは、板間溶接部の抵抗発熱によって成 長していくのですが、その総発熱量はQ=0.24ρδ²Sℓt(cal)で算出できます。但し、温度上昇は単位体積当たりの発熱量q=Q/Vに支配されて おり、体積V=面積S×距離ℓですからq=0.24ρδ²tとなり、時間t当りの温度上昇は、ρδ²によって決まることになります。
ρは溶接部材料の固有抵抗であり、δは電流密度(電流I/電流路面積S)です。ρδ²は発熱密度と呼ばれ、スポット溶接の過程において、裸鋼板と亜鉛めっき鋼板とでは、その様相が大きく異なります。
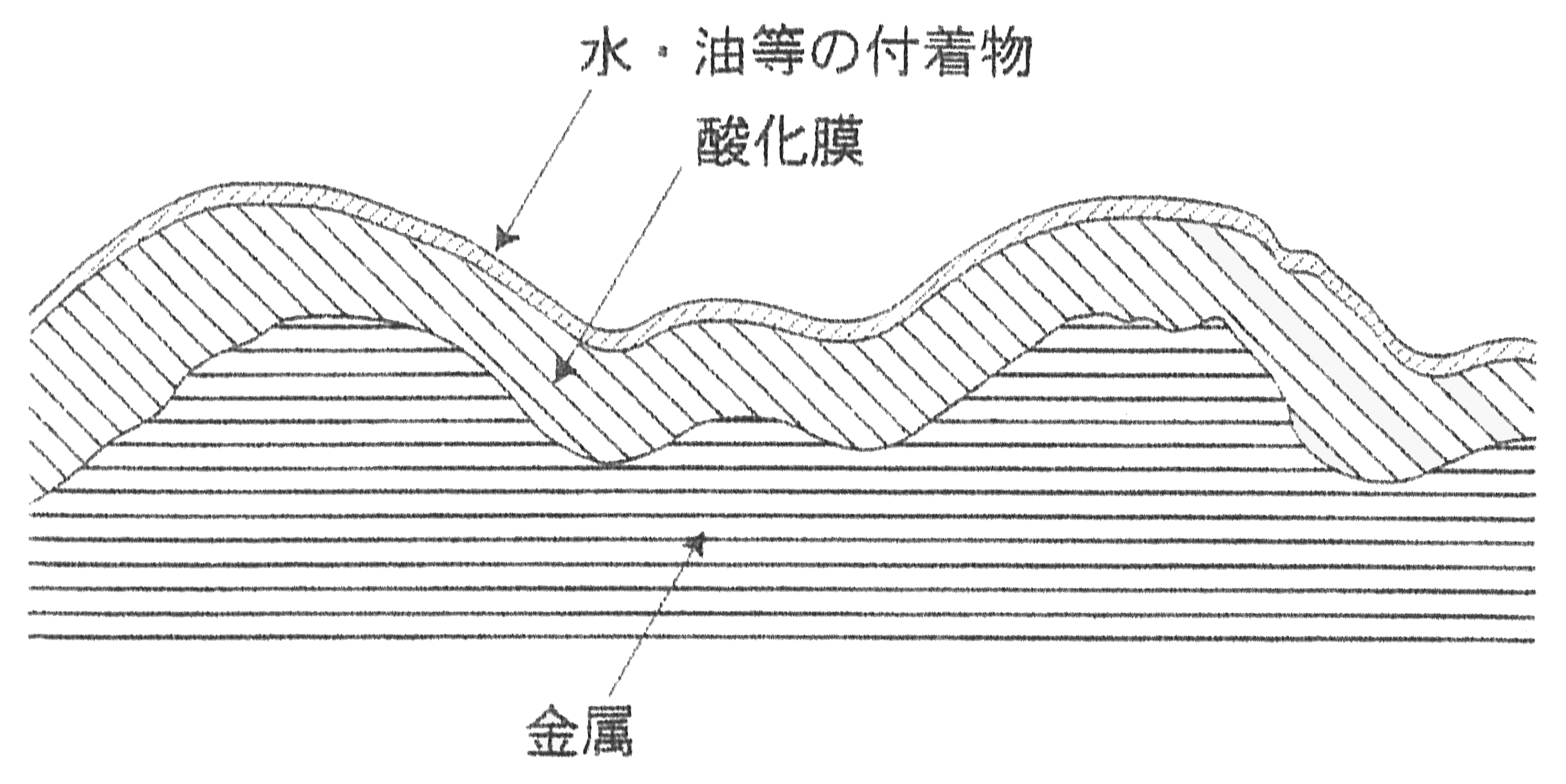
鋼板の表面は、図003-01に示す通り酸化被膜や水・油等の付着物に覆われているばかりか、ミクロ的な凹凸もあって、完全な平面という訳ではありません。スポット溶接では、高い加圧力が加わることによって酸化被膜が破壊され、凹凸の山も潰されて真の金属同士の接融点が生まれ、通電初期の電流通路が 確保されます。この時、軟らかな亜鉛めっきを施した亜鉛めっき鋼板では低い山まで圧潰し、接触面積が増加するために電流密度が低下し、発熱密度ρδ²は裸 鋼板の場合よりも低レベルになってしまいます。また、融点の低い亜鉛は、逸早く溶融し液体化するために、ミクロの凹凸は消滅し、点接触から面接触に移行し ます。このため、電流密度が一挙に低下し、溶接部の温度はなかなか上昇してくれません。
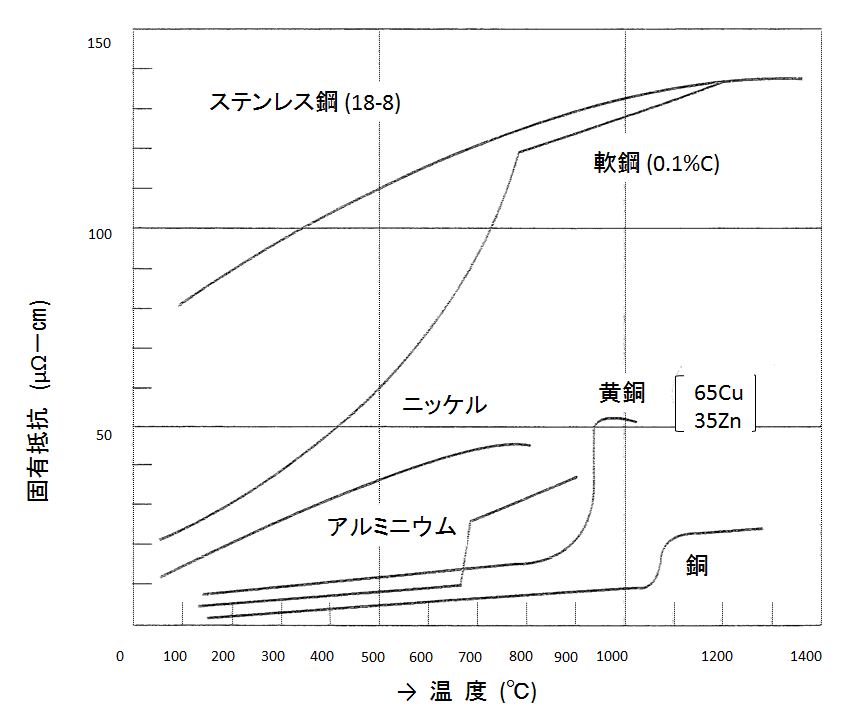
ところで、接触抵抗は0.5サイクル程度の短時間で消滅するため、接触抵抗による初期発熱は極わずかで、溶接全体に与える影響は殆ど無いという考 え方があります。しかし、スポット溶接の抵抗発熱は、全体や平均値で考えるのではなく、通電時間の経過の中で、その時々の溶接部の温度レベルと、それに よってもたらされる発熱密度ρδ²の変化を注視すべきなのです。図003-02は、各種金属の温度毎の固有抵抗値を表した抵抗温度曲線ですが、軟鋼における固有抵抗の温度依存性が、際 立って大きいことが判ると思います。亜鉛めっき鋼板の場合は、初期発熱が小さいために、溶接部の温度の立ち上がりが遅れてしまいます。温度上昇が遅れると 固有抵抗ρの値が大きくなりませんので、その後の発熱密度ρδ²は低レベルのままに推移し、雪だるま式的な抵抗発熱の連鎖が阻害されてしまいます。これ が、亜鉛めっき鋼板のナゲット形成能が低い理由です。
亜鉛めっき鋼板のスポット溶接では、ナゲット径の確保もさることながら、電極と板が溶着してしまうスティッキング現象や溶接散りも大きな問題であると思います。溶接電流、通電時間や加圧力を場当たり的に変更しても、それはモグラ叩きに終わってしまいます。
次回は、亜鉛めっき鋼板特有の溶接現象について理解を深め、正しい問題解決の方法を考えていきたいと思います。
№R003
ご意見・ご感想はこちらからお寄せください。