アーク溶接 第69話 トーチの設定(2) 担当 高木柳平
2016年11月21日
前話(第68話)で立向下進溶接におけるトーチ設定と溶融金属の先流れによる融合不良発生について説明しました。本話でもさらに深掘りして立向下進溶接とトーチ前後角の設定への考え方と実際について解説します。なぜ強調するかと言うとこの件は下進溶接→溶融金属の先流れ→融合不良の発生→溶接強度不足という重大品質問題に直結する可能性があるためです。そこで下進溶接時の前後角の影響による溶け込み深さ、先行溶融金属量の多少、アーク炎による蒸発物質の生成と吸い込みによるブローホールなどの現象への理解と管理のポイントを明らかにしながら下進溶接が品質改善につながる道筋を説明します。
1)立向下進溶接ビードの観察
立向下進溶接不具合ビードの代表的な外観例を写真069-01および写真069-02に示す。
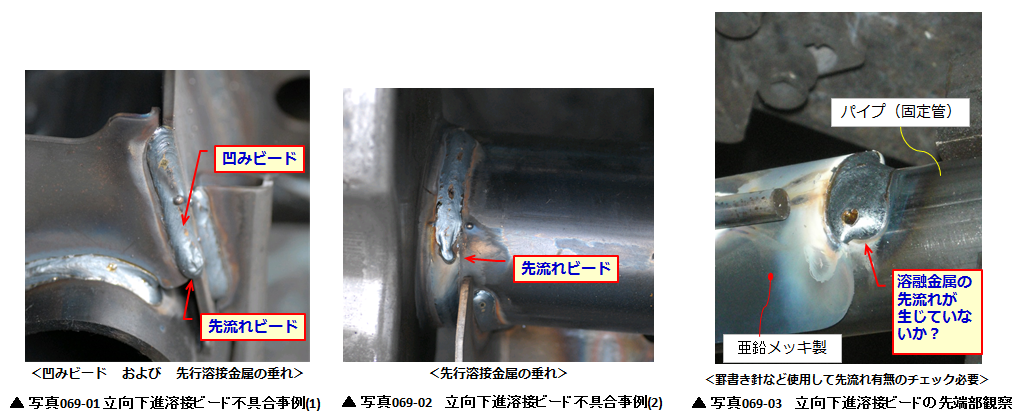
溶融金属が著しく先流れして垂れている状態のものから、そこまではいかなくても先流れが起こりビード先端部の溶接金属が盛り上がり、かつ定常溶接部の余盛が凹んでいるなどの外観を呈します。このように明らかな外観不良の場合は識別が可能ですが、下進溶接ビードの良否を判別するにはビード先端部の観察を心掛けなければなりません。写真069-03には、固定パイプに亜鉛メッキ鋼板製のブラケットを重ねすみ肉したビード先端部を示します。これらのビード最先端部の溶接金属の状況を少なくとも罫書き針などを使って融合不良を生じていないか判別することです。次のステップではカラーチェックおよびマクロ検査も必要に応じ実施して、良好な結果であればそれらを作業標準化し、守り・守らせることです。
2)立向下進溶接のトーチ前後角における溶融金属の流れ
図069-01に立向下進溶接のトーチ前後角における余盛高さ、溶け込み深さおよびアーク先端部の溶融金属の先流れの大きさなどを模式的に示します。
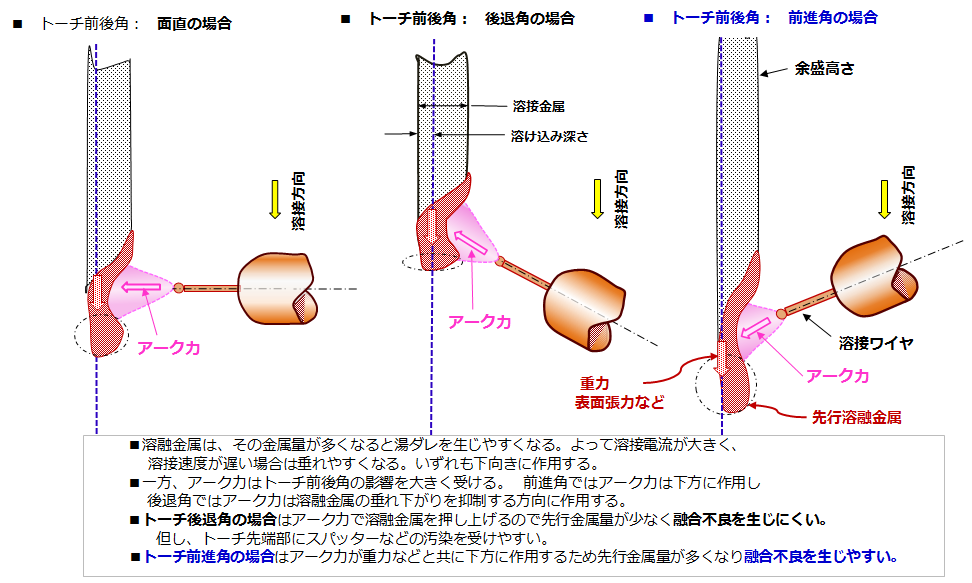
後退角では重力、表面張力などの下向きに作用する力に対してアーク力が作用し溶融金属の先流れを抑制するが、トーチ面直より前進角が大きくなるにつれてアーク力も下向きに作用するため先流れを助長し、先行溶融金属の上にアークが発生する結果、溶け込み深さも浅くなり注意が必要になってきます。
3)立向下進溶接のトーチ前後角とブローホール
アークには主アークとその周辺に発生する2次的なアーク炎がある。図069-02にみるように、前進角ではこれらのアーク、アーク炎が母材表面に作用するため表面油脂・亜鉛メッキなどがあれば燃焼し蒸気化する。
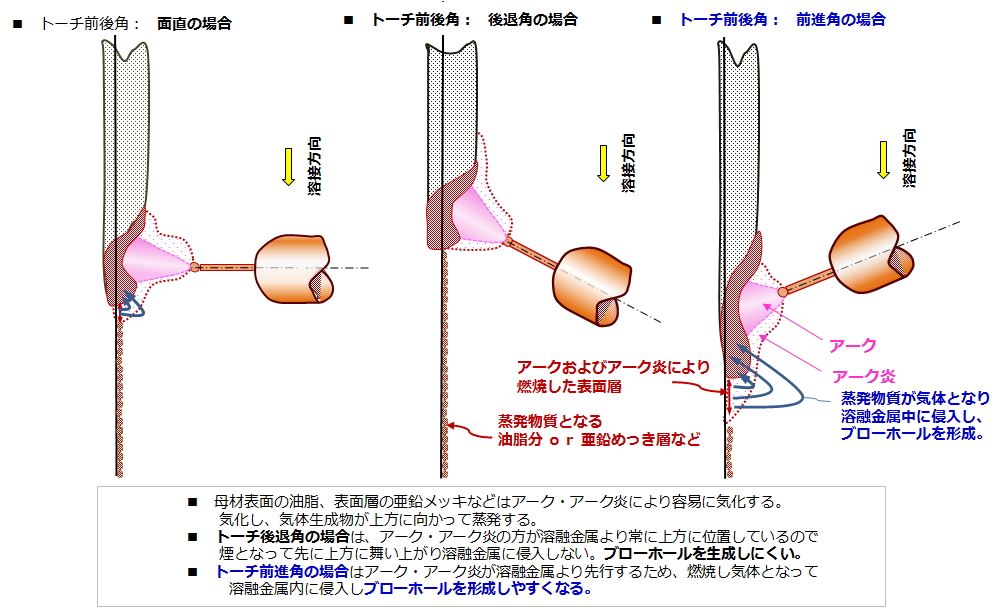
これらの気体物質が前進角では溶融金属内に侵入するためブローホールを生成しやすい。逆に後退角では気体物質は上方に、溶融金属は下方に進むため侵入を免れブローホールを発生しにくい。
4)立向下進溶接適用における管理のポイント
溶融金属の流れおよびブローホール感受性についてトーチ前後角の立向き下進溶接への影響を見てきました。いずれにも前後角は大きな影響を及ぼすことが分かって頂けたと思います。以上の考えから管理上のポイントをまとめます。
①立向き下進溶接ではビード外観で良否をまず判別すること。凹みビード、先流れビードおよびビード両端部のビラビラビードは要注意。
②立向き下進溶接では先行溶融金属による融合不良を発生しやすいのでビード先端部の溶け込み状況、深さのチェックを行うこと。
③立向き下進溶接ではブローホールを発生しやすい。気体物質を吸い込みやすくなるのでトーチ前進角をむやみに大きく設定しないよう留意のこと。
④立向き下進溶接はビード幅を確保しやすく、ビード架橋性が良好で、しかも高速溶接性などに有利であり、品質改善に役立つ場合が多い。
しかし順守すべき点は、トーチ前後角の組合せを適切に決めた作業標準を作成し、守り・守らせることです。
次回はトーチの設定の第3回を予定します。
以上