アーク溶接 第68話 トーチの設定(1)担当 高木柳平
2016年11月14日
本話より5回にわたってトーチ設定に関する考え方と実際について記します。
自動車用鋼板の主な対象が普通鋼板で占められていた時代ではトーチ設定の主要3条件であるトーチ前後角、トーチ傾斜角、トーチ狙い位置はその都度検討し適正条件に変更するなどの対象ではなかった。それが、亜鉛メッキ鋼板化が進展し、かつ薄肉軽量化の背景から溶接対象材のゲージダウンが進むなかでトーチ設定にも最適な設定が求められるようになってきた。端的に言えば、水平すみ肉溶接におけるトーチ傾斜角は45°前後に決められそれらを作業標準とすれば問題はなかったが亜鉛メッキ鋼板の登場以降変更を余儀なくされました。これらの背景を踏まえ、「トーチ前後角」より説明を加えます。
1.トーチ前後角
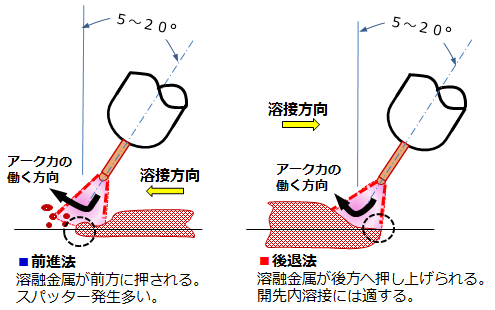
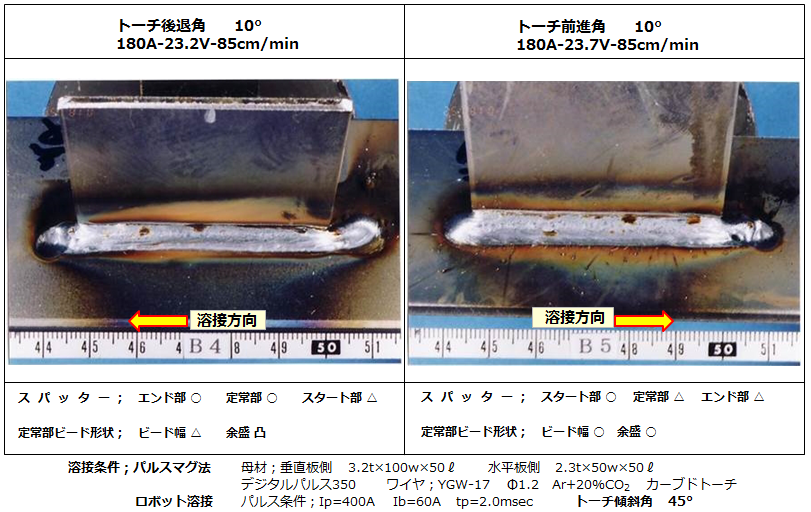
溶接線に沿ってトーチを走行させアークがワイヤより先行するのがトーチ前進法とよばれ、その角度がトーチ前進角です。一方、アークがワイヤより後行となるのが後退法であり、トーチ後退角をとります。これらを図068-01に示す。また前後角の比較をしたビード外観の一例を図068-02に示す。
前進角の特長はアークがワイヤ(溶融金属とイメージして下さい)より先行するため母材を予熱することになり、溶融金属が凝固する際に温度勾配が緩やかになりビード形状がフラットになりやすくなります。また、アークにはアーク力という電磁圧力がワイヤ端から母材に向かって作用する(図068-01の太矢印)ので溶滴移行が影響を受けスパッター発生につながります。通常前進角は20~30度程度が上限です。逆に後退角ではアークが先行しないため母材予熱がなくなりいきなり溶融金属の溶着となるためビード形状はビード幅が狭く、余盛高となりやすい。スパッターの発生はスタート部では発生しやすいが、通常ビード部では溶融金属に吸収されやすく、母材表面への付着は少なくなります。一方、後退角では溶融金属が先行しないため溶け込みを確実に得ることができやすい。とくに開先内溶接の初層、1パス目には後退角が採用される。なお、後退角の範囲は最大20~30度程度を上限と見るのが望ましく大きすぎるとスパッター発生を招きやすい。
2.下進溶接(下り坂溶接)と上進溶接(上り坂溶接)
母材姿勢には下向き、水平(すみ肉)、横向き、立向きおよび上向きがあります。ここでは立向き姿勢とトーチ前後角との組合せについて考えます。
ここで、いきなり質問です。CO2・マグ溶接、ワイヤ径Φ1.2、t=2.3mm同士の普通鋼板重ねすみ肉継手を垂直に保持しながら行う立向き下進溶接においてトーチねらい角度を水平とした時適用電流の上限はどの程度ですか。正解はほぼ180Aです。また、溶接電流300A、板厚6t×I型突合せ溶接時に何度までの母材傾斜が許容できますか。正解は他の条件にも依りますが大よそは10°前後です。これらの質問の背景には溶接金属は溶融金属状態で重力、アーク力、表面張力などの種々の力を受け、形状を保とうとする一方、流れて落下に至る場合がでてきます。立向き下進溶接で最も注意することは、溶融金属の先流れが生じ、溶け込み深さに著しく悪影響が及ぶと言う点です。下進溶接(含む傾斜溶接)における溶融金属(溶融池とも言う)の先流れを警戒、監視しつつ作業標準を設定して下さい。
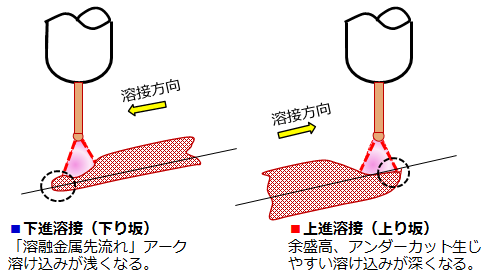 図068-03に下進溶接と上進溶接の模式図を示します。溶融金属が先流れしやすい場合は、逆に後退角を取って先流れを防止しつつ溶接ビードを形成させることも重要な手法のひとつで半面、薄肉材の溶接には敢えて先流れをさせながら溶け落ち・穴明きを防止するなど積極的に前後角を利用することもあります。但し、何度も言いますが「下進溶接の先流れによる融合不良問題」には管理面の徹底が必要です。なお、上進溶接は一般的にはビード形状不良、アンダーカット発生などの理由で採用されることは多くありません。
図068-03に下進溶接と上進溶接の模式図を示します。溶融金属が先流れしやすい場合は、逆に後退角を取って先流れを防止しつつ溶接ビードを形成させることも重要な手法のひとつで半面、薄肉材の溶接には敢えて先流れをさせながら溶け落ち・穴明きを防止するなど積極的に前後角を利用することもあります。但し、何度も言いますが「下進溶接の先流れによる融合不良問題」には管理面の徹底が必要です。なお、上進溶接は一般的にはビード形状不良、アンダーカット発生などの理由で採用されることは多くありません。
以上