アーク溶接 第21話 アーク溶接技術の歩み 溶接トーチの変遷(1) 担当 高木柳平
2015年06月01日
溶接トーチの変遷はCO2溶接法の歩みそのものです。CO2溶接が高電流領域から出発したため半自動溶接も水冷仕様のピストル型トーチからスタートしました。その後半自動/全自動用および水冷/空冷用に分類され進展を遂げました。本稿では半自動・空冷トーチについて説明します。
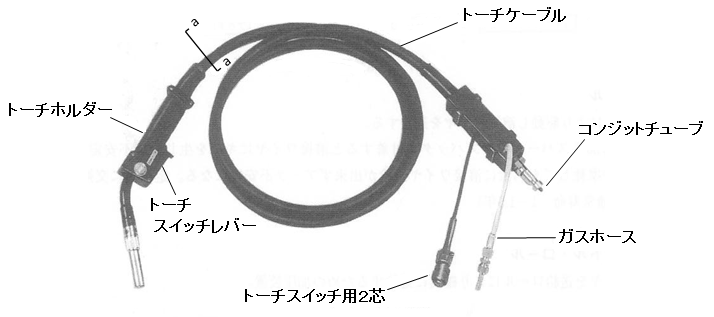
図021-01にほぼ現行使用中の半自動トーチの外観を 示す。まずホルダーを溶接者が握り、トーチスイッチレバーの操作をします。トーチに求められることは①ワイヤの送給、②ガスの被包を良好なものとし、③電 気容量および可撓性のあるケーブル(電纜)を有することです。一方、アークに最も近いので温度上昇による耐熱性の確保、スパッターおよびヒューム付着によ る詰まり対策などが必須項目です。
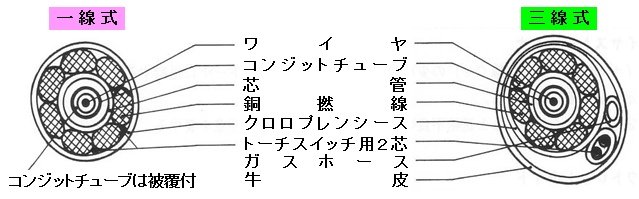
図021-02にトーチケーブルの主な変遷を示します。当初は「三線式」と 称して送給ワイヤをガイドするコンジットチューブを含めたケーブル(電纜)、ガスホースおよび2芯リード線を主に牛皮で一体的に包んでトーチケーブルとし ていましたが、取扱いが煩雑、牛皮が汚れやすく重くなるなど課題が多く1970年頃一線式ケーブルに徐々に移行し、現在では殆どが一線式ケーブルとなって います。このように長所を有する一線式ケーブルですが以下のような課題があります。
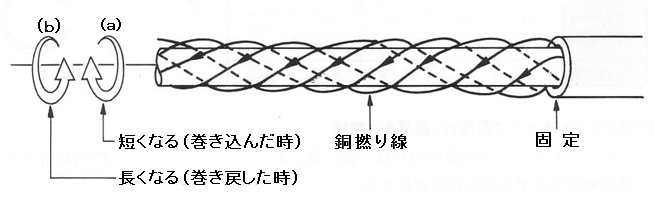
その第1は、図021-03に示すように中空ケーブルの挙動からくるコンジットチューブの相対的な伸縮により「隙間ができる」ことです。すなわち、電纜は7つの銅撚り線の束に分けられ中空ケーブルを構成しているため捩られ方により伸縮し、ケーブルがタオルを絞る要領で短くなればその中に挿入されているコンジットは相対的に長くなり、その先端部における隙間は生じなくて逆に突っ張ることになります。一方ケーブルが解ける方向に捩じられると長くなり、コンジットは相対的に短くなりその先端部には「隙間」が生じます。隙間が送給経路にできると途端にワイヤ送給が乱れます。
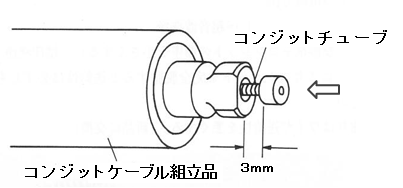
その対応としては、図021-04に示すように3mm程度長めに 予めコンジットチューブを挿入しケーブルの少々の長さ変化に対してもコンジット先端部に隙間ができないよう配慮することが求められます。また、シールドガ スはトーチの送給装置側ホースから供給されますがコンジットチューブ外径と中空ケーブル内径にある隙間を通って流れるため、トーチ後方へのガス漏れの恐れ があります。それらの防止策としてOリングおよび被覆付き(収縮チューブ)コンジットチューブの適用がなされています。これらのガス漏れ対策も理解しながらトーチを取り扱いましょう!