アーク溶接 第20話 ワイヤ送給方式と送給制御 担当 高木柳平
2015年05月25日
「溶接ワイヤのスムーズな送給」はマグ、ミグ溶接の3つの基本の1つです。本稿では、プッシュ式ワイヤ送給方式とその制御に関し変遷のあらましと考え方について述べる。
ワイヤ送給は開発当初から定速度送給方式が採用され、半自動溶接用および全自動溶接用に送給装置が設計された。
ワイヤ送給に求められることは、
① 定速度送給が可能なこと
② 送給負荷、周囲温度、入力電圧などの変動およびブラシ摺動に対し送給速度変動を極力抑制できること
③ 送給速度の切り替え(スローダウン⇒定常溶接時など)応答が速いこと
④ 送給終了時に惰性(慣性)が少ないこと
⑤ 送給装置が小形、軽量で取扱い容易なこと
などが挙げられます。
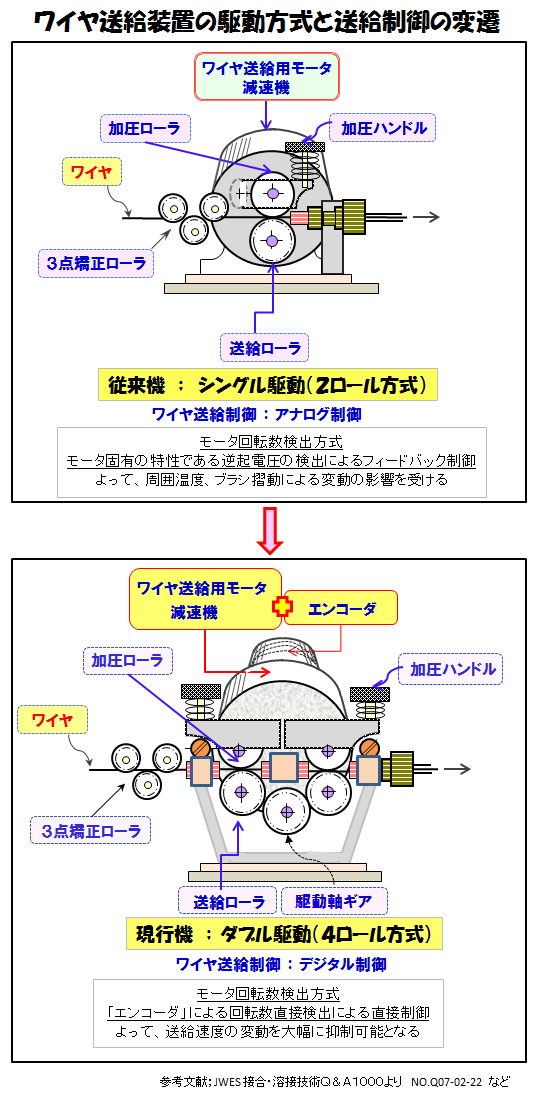
従来から適用されてきた2ロール方式および最近軟鋼系ワイヤにも積極的に使用される4ロール式の送給装置外観を図020-01に示す。2ロール方式の送給装置は昭和30年代後半から現在に至るまで使用され、それらの送給モータには主にディスク状電機子(ローター)とフェライト系永久磁石からなる軽量、低慣性なプリントモータが減速機とともに搭載され「アナログ制御」されていました。しかし周囲温度の変化、ブラシ摺動に対し十分と言えず、溶接電流の変動、終了時のチップからのワイヤ出代(mm)のバラツキなどに課題がありました。
一方当初は、4ロール方式と言えば細径ワイヤ用、軟質アルミワイヤ向けの特殊仕様でしたがロボットの時代になり急速に普及し最近では軟鋼系にももっぱら適用されています。
2000年になって、4ロール送給方式の送給装置には回転をパルスで検出する「エンコーダ」と呼ばれる検出器を標準装備した送給モータが搭載されるようになりました。いわゆるモータの回転数そのものを直接制御する「デジタル制御方式」を採用することによって種々の変動を大幅に改善しています。
ワイヤ送給制御のデジタル化によってもたらされる送給速度変動の抑制は、アークの安定性向上、スパッター低減などの効果のほかに、溶接終了時のチップからのワイヤ出代(mm)のバラツキ抑制に伴うアーク起動性の改善などの効果をもたらしています。
なお、デジタル送給制御による4ロール方式はアナログ制御による2ロール方式に比べ多くの利点がありますが、現場を歩いているとかなり大きな落とし穴を抱えていることがわかりました。第23話あたりで、これら4ロール方式に関わる取扱いの課題を紹介できるよう予定します。