アーク溶接 第65話 溶接電流と波形制御(パルス溶接)(4) 担当 高木柳平
2016年10月17日
本話ではパルス溶接におけるダイナミックな瞬時波形における各波形条件設定上の考え方を説明します。既に何度も述べていますがパルスマグ溶接は平均電流(電圧)をワイヤに流す(印加する)のではなく脈動する電流(電圧)を作用させるため、設定によって目的とする溶滴移行性能が大きく異なってきます。また、適用するワイヤ材質(銘柄)、ワイヤ径、シールドガスの種類および電流域によっても適正条件が変化する。そのため最適設定を得ようと思えば、パルス条件設定の手順と条件因子の与える影響を予め理解することが求められます。
CO2溶接の波形制御では図059-01にみたようにアーク特性を「ハード」「標準」「ソフト」に連続可変しそれらに応じ表061-01のような影響とその効果を得ることができました。
パルスマグ溶接も考え方はほぼ同様で、強い、ふらつきにくいアーク(ハード)、弱い、柔らかなアーク(ソフト)および中間(標準)に分類できます。ここで、パルス波形条件決定の一例を示します。
はじめに適用する平均溶接電流(ワイヤ送給速度)を決め、次に対象ビードの要求特性を考慮しながらパルスピーク電流IPおよび関連の深いパルスピーク時間TPを設定します。これらのIPとTPには図065-01にみるように明確な関係がありIP値が高いとTP値が低く、逆にIP値が低いとTP値が高くなります。そのわけは1パルス1溶滴移行を原則としているのでピーク電流IP (A)とピーク時間TP(msec)の積をほぼ一定とする考え方に沿っています。ワイヤ材質、シールドガスの種類により溶滴の粘性が変化しIP×TPの適正値を変化させる必要が生ずるためと考えています。
パルス形状(IP-TPの関係)に限定して「ハード」・「標準」・「ソフト」と称する場合もあります。
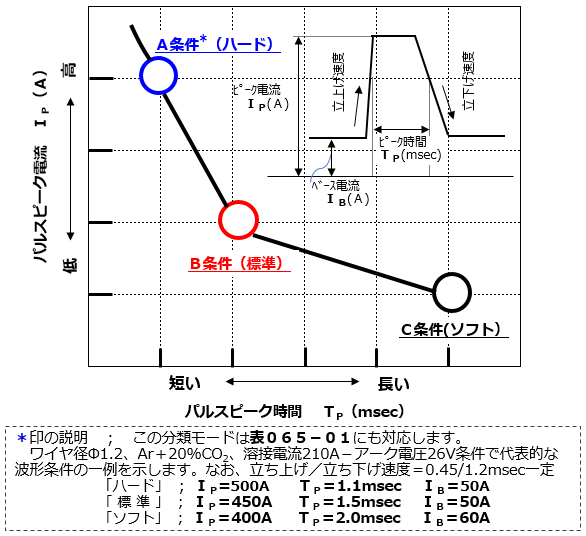
次にピーク電流IPとベース電流IBの設定に移ります。IB(ベース電流)値は通常50~60A程度に設定されることが多く、低電流パルス条件では30A程度に設定がなされ、臨界電流を越える高電流パルス条件では100~120A程度に設定されることもあります。
表065-01に3形態のパルスモードをモデル的に示します。
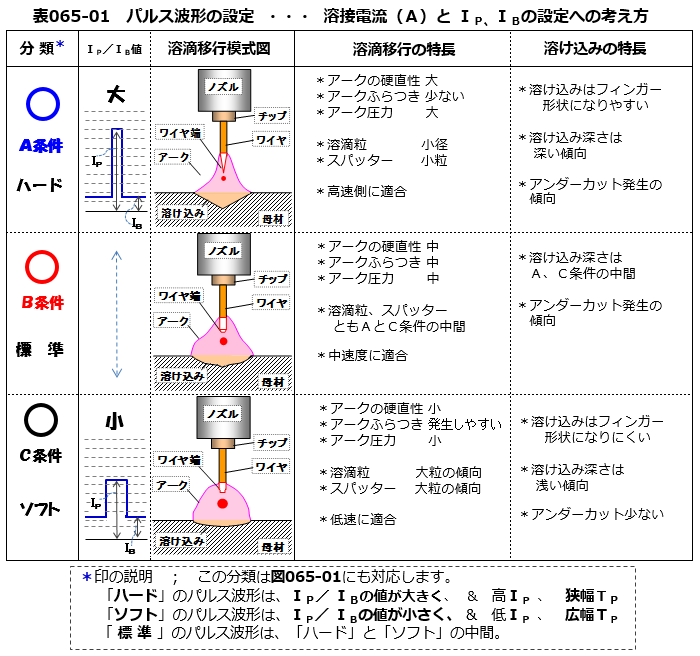
IP/IB値の溶滴移行に及ぼす影響は大きく、その値が大きく、かつ高IP、狭幅TPの波形が「ハード」、逆にIP/IB値が小さく、かつ低IP、広幅TPの波形が「ソフト」、これらの中間を「標準」と示します。
「ハード」設定では、アーク周辺に油脂分が多く、それらによるガス圧力でアークがふらつきやすい場合などに適用しアーク指向性および硬直性を高めます。また高速溶接で速い滴移行速度が求められる場合も「ハード」設定が必要です。一方、「ソフト」設定では、アンダーカットの生じにくいアーク圧力の低い、穏やかなアーク状態が必要な場合や亜鉛メッキ鋼板の溶接で耐ブローホール性を高める場合に適用されます。
なお、ピーク電流IPの立上り速度(msec)の設定は0.2~0.8msecなどの急峻性が要求され、一方ピーク電流IPの立下り速度(msec)はあまり急峻であるとゼロ点に向かって進むのでアーク消失に至る恐れがありそれを避けるためにやや緩和的に速度を遅め0.6~2.0msec程度にすることが望まれます。パルスの立ち上げ、立下げ速度はパルス周波数(Hz)への影響が大きく、1パルス・1溶滴を実行するためにも富士山型のゆるい立ち上げ、立ち下げは望ましくありません。3形態のパルスモードが夫々溶滴移行、溶け込み形状などにどのように影響を及ぼすか筆者の経験をもとに表065-01に記しました。参考にして頂きたい。
なお最近ではパルス波形のチェックを伴った溶接技術管理が求められる時代であり、多数台パルスマグ溶接機を適用する御客様にあってはハイコーダなどの計測器で対応されることが望ましく、それらを日常管理に適用して品質維持に努めて頂ければ幸いです。
次話ではパルスマグ溶接条件選定の実際例などを紹介します。
以上