アーク溶接 第35話 溶接トーチとその取扱い(4) 担当 高木柳平
2015年10月26日
コンタクトチップとワイヤの線ぐせ
溶接ワイヤには、安定なワイヤ送給速度とバラツキの少ない線ぐせが求められます。スムーズなワイヤ送給は溶接電流の安定化に寄与し、良好な線ぐせは安定な給電と均一な溶接ビードの形成に必要不可欠です。
溶接ワイヤには周知のようにスプール巻きとペイルパック収納ワイヤの主に2種類があり、ワイヤ自体の線ぐせは図035-01 (a) および035-01 (b) にみるように異なっています。
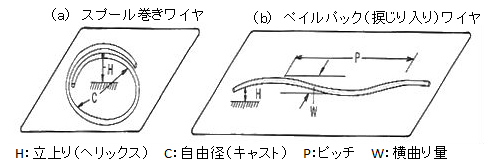
しかし、ワイヤの包装形態が異なっていてもチップから送出される段階では確実な給電性を維持し、線ぐせバラツキが少ないことがワイヤには求められます。また、線ぐせにはワイヤの振れ方向にも注意しなければなりません。図035-02 (a) および035-02 (b) に溶接線方向に対してスプール巻きワイヤ適用における線ぐせの影響を示します。

良好な線ぐせとは、たとえ線ぐせが形成されても、溶接線方向(トーチ走行方向)に振れ、悪影響を抑制することであり、溶接線と直角方向の振れは溶接線ハズレの原因につながりやすくなるので避けなければなりません。
第27話ワイヤとその取扱い(4)において線ぐせを任意に付与するための3点矯正器について触れましたが、ここではさらに詳しく説明します。
アークロボットで多く適用されるペイルパックワイヤから送給装置を経てチップ先端から引き出された溶接ワイヤ(約3m程、パックワイヤ1巻き分相当)を床にそっと置いた状態の一例を図035-03に示します。
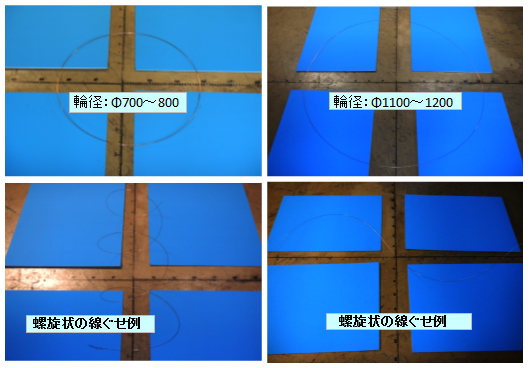
自由径(キャスト)が形成され、それがΦ1.2ワイヤでΦ700~800程度であれば良好で、最大Φ1400程度まで許容されますが、うねりの形成および螺旋状になる場合はアーク不安定、スパッター発生および溶接線ハズレなどに影響を及ぼしますので避けねばなりません。そのため送給装置入口側には必ず3点矯正器を取り付け適正な向きに、必要な量の矯正を行い、線ぐせを整えることを実行して下さい。溶接機メーカが3点矯正器はオプション部品ですと言っても必ず取り付けましょう。
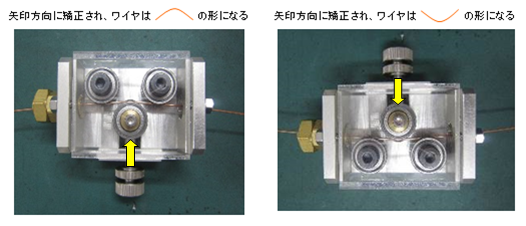
図035-04に当社製3点矯正器によるワイヤ矯正方向と曲りの一例を示します。
次に、チップから送出される線ぐせを有するワイヤとチップの先端孔形状を見てみましょう。
まず先端孔形状への考え方ですが、同心円状に均等にチップ孔(銅電極孔)が摩耗することは好ましくなく、希望する方向に楕円型に摩耗することが期待されます。何故ならば楕円型の「偏摩耗」は正常な給電がなされている証拠だからです。但し、チップ摩耗の位置(方向)がその都度異なるのは好ましくなくチップ孔の偏摩耗の方向がチップを取り替えてもほぼ同じ方向に形成されるよう3点矯正器で適正に調整することが求められます。図035-05にトーチに取り付けられたチップの位置をノズルとの相対関係で罫書き針などによりマークを付け、チップ孔の摩耗方向を知ることによって実際の線ぐせを評価できます。
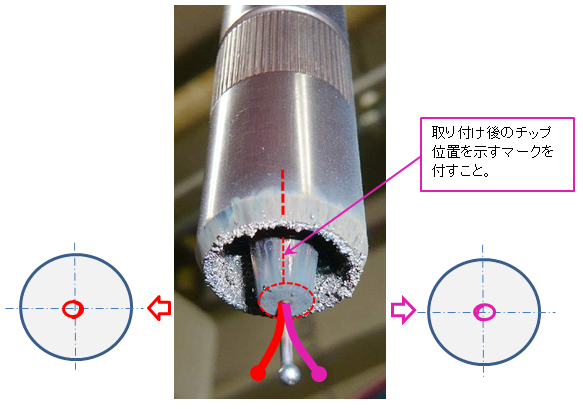
図035-06には3つの溶接工程で未だチップ取付け位置方向にマークを付けない段階で適用した各5個のチップ孔先端外観の例を示す。

マークを付けなかったので線ぐせ方向の特定はできませんが、先端孔の殆どが「偏摩耗」していることが判別でき、安定した給電がなされたことを示しています。このようにチップ先端孔の状況を管理、観察することによって溶接工程の健全性確認につなげて頂きたい。
次話では、チップとワイヤ溶着に関し詳しく説明します。
以上。