アーク溶接 第12話 アーク溶接技術の歩み 溶接電源の変遷(1) 担当 高木柳平
2015年02月23日
現状、皆様が保有の溶接電源への理解が、これらの「溶接電源の変遷」に触れる中でより深まれば幸いです。
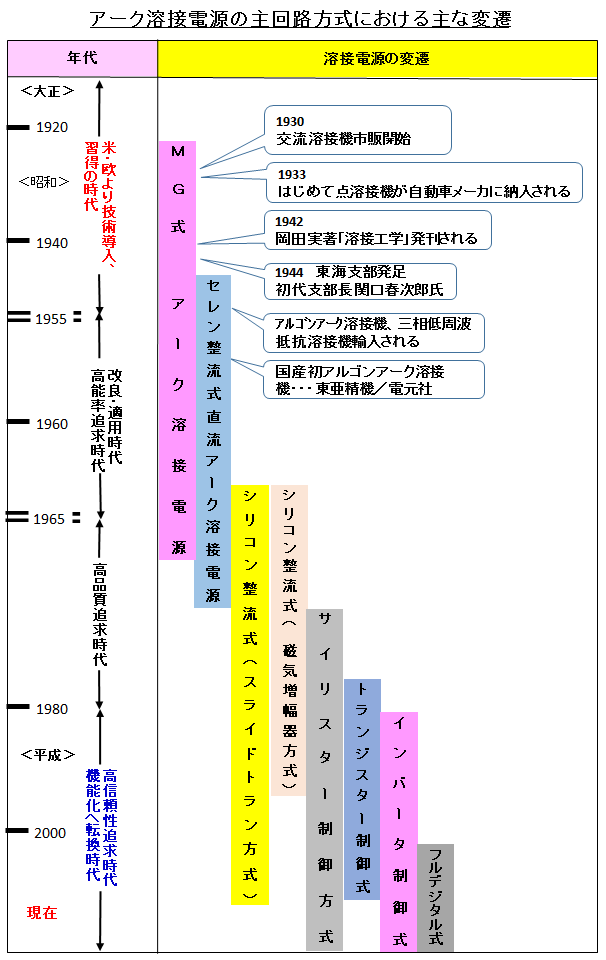
1930年代に交流アーク溶接機が市販されるようになり、被覆アーク溶接が使用されるようになった。また、スポット溶接機は自動車メーカに1933年(昭和8年)にはじめて導入された。さらにTIG溶接は当時アルゴンアーク溶接と呼ばれ欧 米から輸入されたが1955年(昭和30年)までに当時の東亜精機、電元社で各々国産化に成功した。一方、CO2溶接電源(CSアーク溶接法に基づく溶接 電源)は国産1号機として日本冶金㈱の100%子会社である東亜精機(現ナストーア溶接エンジニアリング)で1956年(昭和31年)製作された。CSアーク溶接電源は当初モータ・ジェネレータ方式(MG式)直流電源であった。MG式は回転式であるため騒音が大きいが、本来巻線もので製作されているためCSアーク溶接には好都合で、セレン、シリコン整流式などの静止形溶接機では出せない「味」を秘めていた。そのため、重い、うるさい、取扱いにくいMG式電源にも拘らず昭和40年代半ば頃まで一線で使用された。交流を直流に整流する素子の進展に伴って、静止形電源もセレン整流式→シリコン整流式→サイリスター式へと適用が進み、MG式の時代は終わり、最近ではインバーター式、デジタルインバーター式、フルデジタル式へと進展してきている。一方、溶接電源の進展はアーク現象の研究と歩調を合わせてきた。 CO2溶接が導入された初期には短絡移行溶接法は強く認識されておらず静止形溶接電源で200A以下の低電流域で溶接をしたらスパッターが多く発生して ビードにならなかった。また、シリコン整流式(磁気増幅器式)では250A-25Vの条件を使用するとスパッター発生率は45%と激増し、使い物にならな かったことを思い出す。
溶接電源の変遷は即、アークスタート性、耐スパッター性などの改善の歩みです。これらの時代の歩みを耳にしておけば如何に現在の発達した溶接電源の性能を引き出すことが「有意義」であり、「嬉しさ」であり、技術者として力の発揮しどころです。