アーク溶接 第70話 トーチの設定(3) 担当 高木柳平
2016年12月05日
トーチの設定条件で大切なひとつに「ワイヤの狙い位置」があります。これは「トーチ狙い位置」と呼ぶ場合もありますが、「トーチ狙い位置」に「ワイヤの線ぐせ」を考慮したものです。図070-01にみるように「トーチ狙い位置」は水平すみ肉溶接において説明されます。
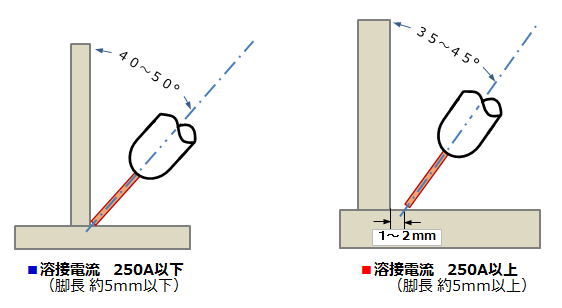 水平すみ肉溶接では狙い位置によってビード形成が大きな影響を受けやすいためです。上板(垂直板)側に狙いが寄りすぎるとアンダーカットを生じやすく、下板(水平板)側に寄りすぎると上板側の溶け込み不足および下板側のオーバーラップが生じやすい。一般的に250A以下で、脚長が約5mm以下の狙い位置はほぼコーナー狙いが推奨され、250A以上で、脚長約5mm以上ではほぼ1~2mm程度下板狙いが推奨される。なお経験的に言えることは、コーナー部にスタート時からワイヤ狙いを定めるとアークスタート性が劣る場合があります。スタート時は下板側に狙い、その後送給に伴ってワイヤを滑らせてコーナー部に導くことによってスタート性を改善できる場合があります。
水平すみ肉溶接では狙い位置によってビード形成が大きな影響を受けやすいためです。上板(垂直板)側に狙いが寄りすぎるとアンダーカットを生じやすく、下板(水平板)側に寄りすぎると上板側の溶け込み不足および下板側のオーバーラップが生じやすい。一般的に250A以下で、脚長が約5mm以下の狙い位置はほぼコーナー狙いが推奨され、250A以上で、脚長約5mm以上ではほぼ1~2mm程度下板狙いが推奨される。なお経験的に言えることは、コーナー部にスタート時からワイヤ狙いを定めるとアークスタート性が劣る場合があります。スタート時は下板側に狙い、その後送給に伴ってワイヤを滑らせてコーナー部に導くことによってスタート性を改善できる場合があります。
図070-02には亜鉛メッキ鋼板1.6t同士の水平すみ肉溶接においてワイヤ狙い位置と継手間隔のビード形成性への影響を見たものです。
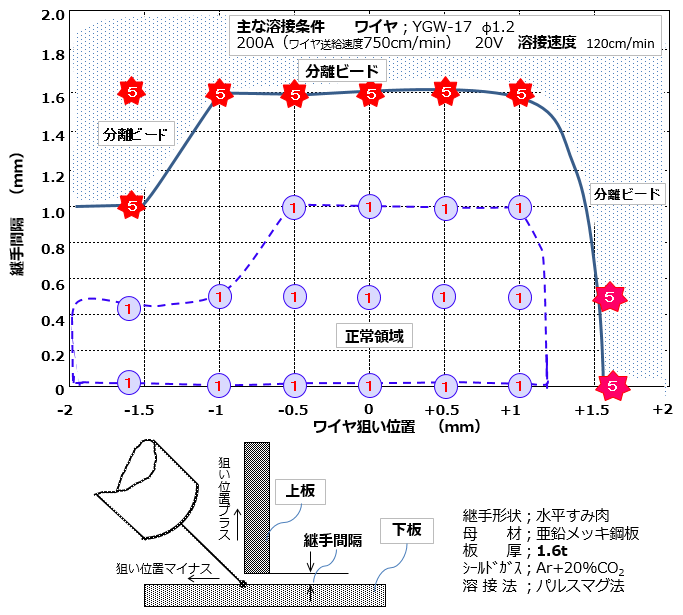
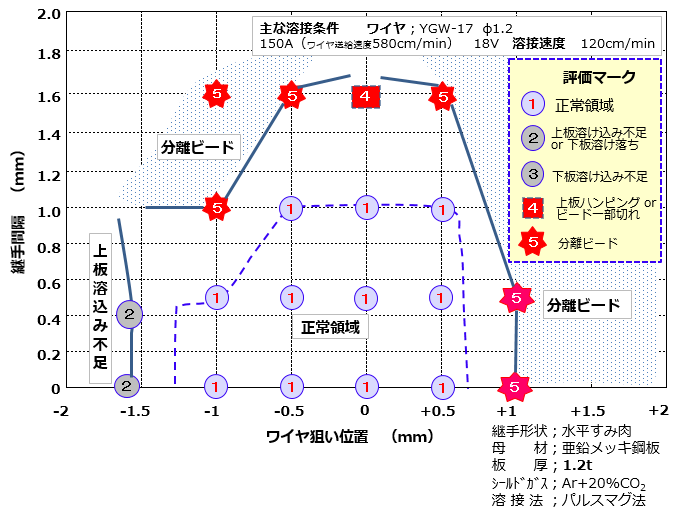
図中の「正常領域」をみると狙い位置プラス側では1mmまでの範囲ですが、狙い位置マイナスすなわち下板側では1.6mm以上の範囲まで拡大できている。これはほんの一例ですが、一般的に下板狙いの方がビード形成性を保持しやすく、ビード形成時に作用する表面張力、重力、アーク力のトータルが垂直板(上板)狙いにすると不利になることを示している。参考までに図070-03に亜鉛メッキ鋼板1.2t同士の水平すみ肉溶接においてワイヤ狙い位置と継手間隔のビード形成性への影響を見たもので、ワイヤ狙い位置の影響がより強くあらわれている。
次に円周溶接(パイプ側回転の場合)におけるトーチ設定についてみてみましょう。この場合のトーチ設定は「オフセット量」と呼ばれるトーチ狙い位置と、その位置における面直に対するトーチ前後角の取り方です。図070-04に狙い位置(オフセット量)と想定される溶け込み形状の関係を示す。
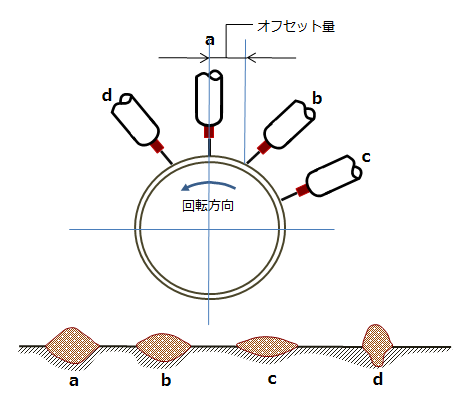 一般的にパイプ回転による円周溶接では丁度時計で言う12時の位置aに溶融金属が到達したときに凝固が完了するようオフセット量をとって先行させます。過度な先行位置であるcでは溶融金属がパイプ回転とは逆方向に流れやすくなる結果、先流れビードを形成しやすく幅広で浅溶け込みとなる。一方トーチ位置dでは溶融金属が下方に流れやすくなりアークが母材パイプに直接発生するため深溶け込みとなりやすい。このような関係で良好な狙い位置はbとなる。なお、ここで留意して頂きたいことを2つ挙げます。その一つは、パイプが小径管になるに従って狙い位置の精度が要求されてくることです。オフセット量が1mm変化してもビード形成、溶け込み深さに大きく影響する場合が出てきます。他のひとつは、このような場合も含めてワイヤ狙い位置(トーチ狙い位置+ワイヤ線ぐせ)の確認が重要になってきます。線ぐせの曲りが面直に対しどちら側に偏奇しているかの事前確認が必要になります。
一般的にパイプ回転による円周溶接では丁度時計で言う12時の位置aに溶融金属が到達したときに凝固が完了するようオフセット量をとって先行させます。過度な先行位置であるcでは溶融金属がパイプ回転とは逆方向に流れやすくなる結果、先流れビードを形成しやすく幅広で浅溶け込みとなる。一方トーチ位置dでは溶融金属が下方に流れやすくなりアークが母材パイプに直接発生するため深溶け込みとなりやすい。このような関係で良好な狙い位置はbとなる。なお、ここで留意して頂きたいことを2つ挙げます。その一つは、パイプが小径管になるに従って狙い位置の精度が要求されてくることです。オフセット量が1mm変化してもビード形成、溶け込み深さに大きく影響する場合が出てきます。他のひとつは、このような場合も含めてワイヤ狙い位置(トーチ狙い位置+ワイヤ線ぐせ)の確認が重要になってきます。線ぐせの曲りが面直に対しどちら側に偏奇しているかの事前確認が必要になります。
次回は亜鉛メッキ鋼板の溶接とトーチ設定について解説します。ご期待下さい。
以上