アーク溶接 第63話 溶接電流と波形制御(パルス溶接)(2) 担当 高木柳平
2016年09月19日
最近のフルデジタル制御溶接電源に接すると短絡移行溶接制御も、本話で主題とするパルス制御も細部にわたって設定、制御が可能でユーザの立場からは、自らの溶接環境を考慮して如何に適正にこれらの機能を引き出せるかが、腕の見せ所です。第49話でも触れましたが、お客様の一部では生産準備段階で溶接機の選定に躊躇され、短絡・パルスの溶接法決定を機器導入後に判断される場合があります。パルス溶接の場合は溶接電流波形の立ち上げ・立ち下げ速度の性能が良否に直結しますので短絡移行溶接までを考慮する両用機ではパルス仕様として劣ることになります。この点何度も言って恐縮ですがご留意下さい。
パルス制御溶接法とはマグ溶接において規則的なスプレーに移行するいわゆる臨界電流以上の電流をピーク電流とし、かつ平均電流を下げるため、他の期間をベース電流として低く設定し、溶滴移行の準備期間に充て1パルス1溶滴の考えで溶滴の移行を制御するものです。現在の(株)ダイヘン殿が大阪変圧器(株)時代の昭和30年代前半に開発し、特許を取得された方法です。当初はパルス周波数的にも50/60、100/120の周波数に限られてアルミ・ミグパルス溶接を手始めに、ミグブレージング法などに適用が限られていました。普通鋼板へのパルス溶接の適用は第17話のようにパルス周波数の任意設定を可能としたトランジスター・チョッパー式を経てインバータ式電源の時代になって本格的な普及期を迎え、現在に至っています。
図063-01にパルスマグ溶接におけるパルス制御波形と溶滴移行モデルを示します。
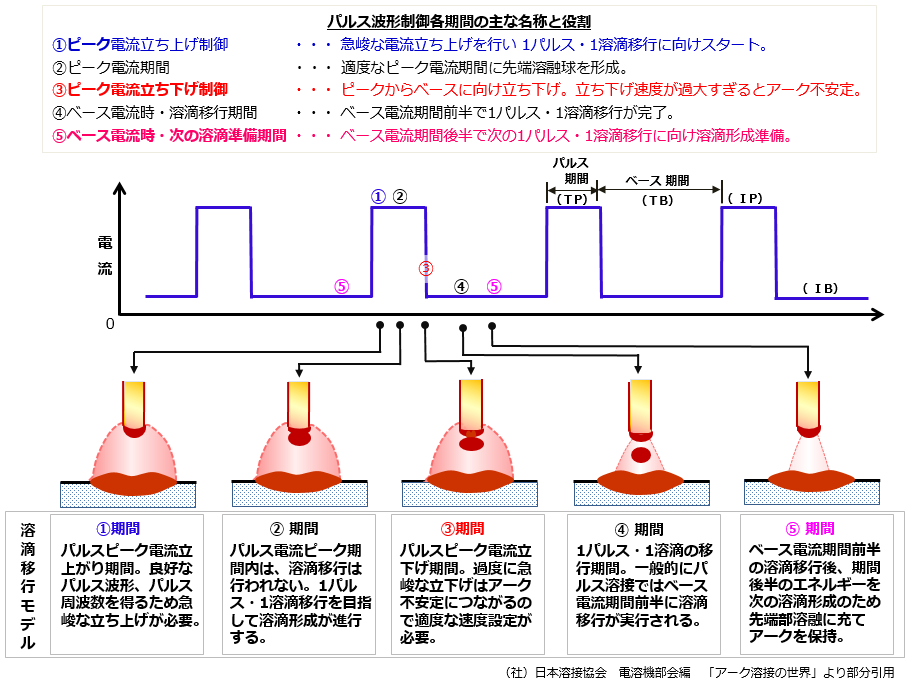
移行制御の基本は「1パルス・1溶滴」であり、電流波形を急峻に立ち上げ、急速に移行用溶滴を形成させ、母材溶融池へはそろりと、穏やかに、軟着陸のようにベース電流の低電流期間に移行させようとするものです。大雑把ですが溶接電流と周波数(Hz)の関係は200Aであれば200Hz程度が適正な目安となります。それでは具体的に図063-01に戻って説明します。パルス電流立ち上げ期間①では前期間⑤のベース電流後半において形成された溶滴をベースに、立ち上げ電流のエネルギーを急速に与え溶滴を形成、それがパルスピーク期間②に受け継がれ移行に適した溶滴を形成することになります。よってピーク電流時間TP(msec)はパルス条件設定の重要な一つとなります。ここでパルスピーク電流IP(A)について触れます。
IP(A)もパルス条件の重要因子のひとつで、適用するワイヤ銘柄、ワイヤ径、ガスとその種類、溶接電流、母材のメッキの有無などによって異なり、適切な値のIP(A)を選定することが必要です。次にパルスピーク電流立ち下げ期間③を迎えます。立ち上げ時と違って立ち下げ時は電流ゼロに向かって下がるので急峻に下げれば良いと言うものではありません。急峻過ぎるとアーク切れを生じ、ワイヤが半溶融状態で母材に堆積するようになります。いわゆるスタッビング現象を呈します。
逆に下げが緩過ぎるとキレのないアーク、いわゆる締まりのないボーッとしたすっきりしない、ひ弱な溶滴移行となります。よって立ち下げ速度の設定は大切です。これらの③期間が過ぎてベース電流期間④になり、溶滴移行します。ベース電流期間に溶滴移行するという事実は大変有難いことです。ピーク電流期間の溶滴移行はスパッター発生につながりやすいからです。適正なIP×TP条件であれば低い電流値のTB期間前半に溶滴移行が完了するのです。この移行期間の、ピークからベース期間へのズレは恰も夏至・冬至よりも後に暑さ・寒さのピークが訪れることに似ていると言えます。溶滴移行後のベース電流期間は次の溶滴形成のための助走期間です。参考までに、パルス溶接の1パルス・1溶滴移行を適正に行わせるための条件因子を記します。
【主要なパルス設定条件因子例】
①平均溶接電流 ②平均アーク電圧 ③ワイヤ送給速度 ④ピーク電流IP ⑤ピーク電流立ち上げ時間 ⑥ピーク電流時間TP ⑦ピーク電流立ち下げ時間 ⑧ベース電流IB ⑨ベース時間TB ⑩パルス周波数(Hz)
次話ではこれらのパルス条件設定への考え方を説明の予定です。
以上。