アーク溶接 第58話 溶接電流・アーク電圧・溶接速度 担当 高木柳平
2016年08月01日
個別溶接条件の主役はあくまで「溶接電流(ワイヤ送給速度)」です。そのわけは溶接強度とりわけ溶け込み深さを決める要因のためです。本話ではこの溶接電流に対してどのように対応したらよいか以下の3点について考えてみます。
1)電流レベル、電流値の選定への考え方は?
2)選定した溶接電流はどのような点に留意して設定、管理すればよいか?
3)溶接ビードにどのような影響、効果を与えるか?
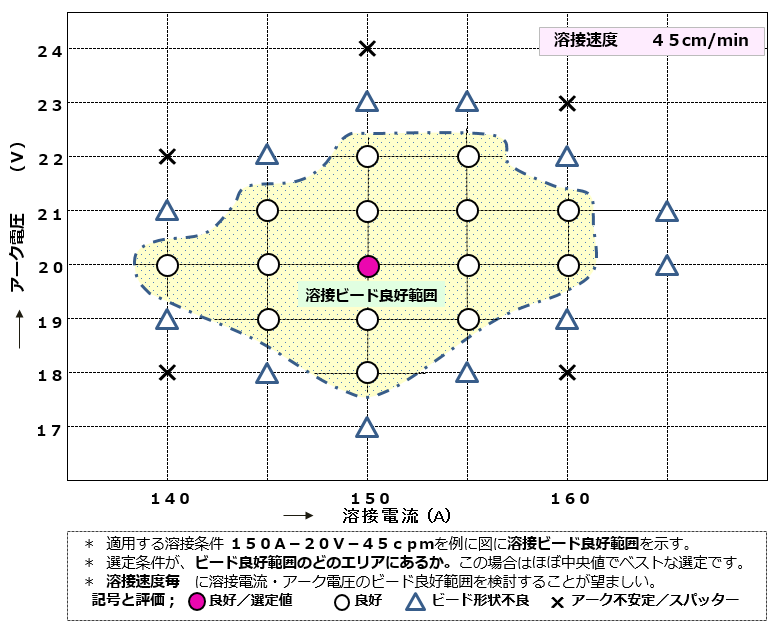
それでは電流値の選定か らみることにします。考え方の根本は溶接不良を出さないことです。皆様のアーク溶接製品の要求性能を事前確認し強度、外観品質、精度を満足させることで す。溶接製品の材質(普通鋼板、表面処理鋼板、パイプなど)板厚(肉厚)、継手形状(ふくむワーク形状)ワークの質量およびワーク傾斜、溶接姿勢などを考 慮します。一方設備を含め、どのレベルまで遅い溶接速度が許容されるのかを把握することです。なぜならば、溶接品質は溶接速度に反比例するからです。例えばt2.0亜鉛メッキ鋼板、2枚重ねすみ肉継手があったとします。与えられた溶接電源はCO2溶 接機でワイヤはYGW-12、Φ1.2であったとします。この場合の溶接電流は溶接速度レベルに応じて広い範囲で選定することができますが、亜鉛メッキ鋼 板によるブローホールを抑制するためにも溶接速度は遅い方が有利となります。従って総合的判断で溶接電流値選定を行うことが必要になります。この場合仮に 150±10A 20±0.5V 45cpmの条件を採用したとします。これを前提に2)項の電流値設定における留意点について考えてみましょう。
第1はワイヤ送給速度も明確にした上で溶接電流を設定することです(第55話 図055-01参照)。双方の値で設定すれば電流値が変化した場合でも管理が容易です。
第2は選定した150±10A 20±0.5V 45cpmが許容される条件範囲のどこに位置するか、できるだけビード安定範囲の中心に位置する選定が望ましく、図058-01にこれらの一例を示します。
第3に溶接電流はひとつの平均電流値を選定するだけでは不十分です。溶接開始から終了までを網羅することが必要で初期電流-定常電流-エンド電流などの設定が重要です。また、スパッター抑制、高速溶接性などに対応するためには溶接電流の瞬時制御である「アーク特性の設定」も必須です。この件については今後詳述します。
それでは前記3)項の溶接電流の溶接ビードへの影響、効果をみてみましょう。①溶接電流はワイヤ送給速度(cm/min)に比例する ②溶接電流はワイヤ溶融速度(g/min)に比例する などの諸性質から③溶接電流は溶着量(g)溶着速度(g/min)に比例するなども当てはまり、図058-02にみるように余盛部分にみられる溶着金属量が電流の増減に応じて比例的に変化します。
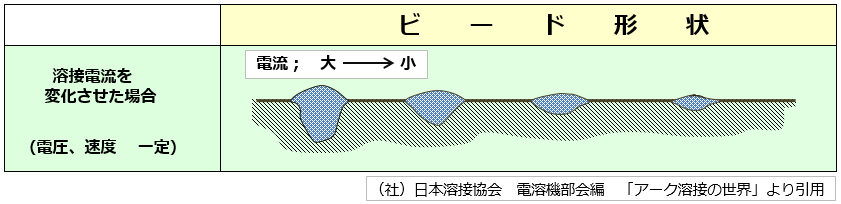
一方、電圧・速度一定の時、④溶け込み深さも溶接電流に比例するという大切な性質があります。そのため溶け込み深さ=溶接強度の考えから溶接電流という条件は最重要視されるのです。但し、溶け込み深さを含めビード性状は電流・電圧・速度のバランスの上に成り立っているので少なくともこれら3条件を、調和させて選定、管理していかなければなりません。
次話では溶接電流とアーク特性(短絡移行溶接編)を予定します。ご期待ください。
以上。