抵抗溶接 第5話 亜鉛めっき鋼板のスポット溶接に特有の電極損耗 担当 中島敏治
2016年07月25日
裸鋼板のスポット溶接では、数千打点もの連続打点が可能なのに、亜鉛めっき鋼板では、数百打点毎に電極を交換するかチップドレッシングをしなければなりません。その原因は、裸鋼板の時に比べて亜鉛めっき鋼板の方が電極先端径の拡大が早く進行し、電流密度の低下が早いからと考えている人も多いのではないでしょうか。温度上昇で軟化した電極の先端部が加圧力によって塑性変形し、電極先端径が拡大していく損耗形態をフロ―形損耗といいますが、このフロ―形電極損耗において、裸鋼板と亜鉛めっき鋼板とで大差がある訳ではありません。
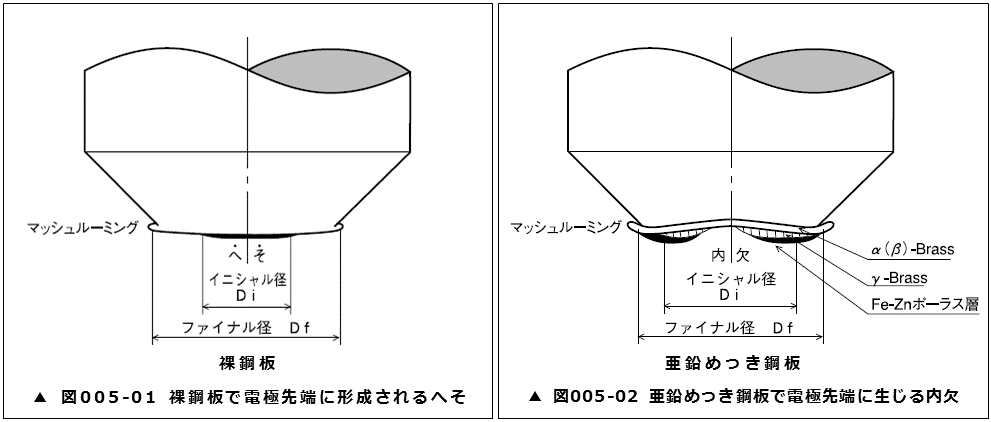
(図005-01)は、裸鋼板を連続打点した時の電極先端部の模式図です。電極の中央部に高さ0.1~0.2(mm)でΦ5~5.5程度のへそと呼ばれる硬く安定した突起部が形成されており、ここで数千点に亘り高い電流密度が確保されるために、見掛けの先端径(ファイナル径)が拡大していっても溶接性は維持されます。一方、(図005-02)は、亜鉛めっき鋼板を連続打点した時の電極先端部です。電極の中央部には内欠と呼ばれる欠落が生じて凹んでいるため、溶接電流は接触面積の広い外周部から流れ始めることになり、発熱効率が低下しナゲット形成能の低下を招きます。また、初めに形成されたリング状の溶融部は、十分な電流密度が確保されている間は最終的に溶接部が中央部までつながり正常なナゲットとして形成されますが、見掛けの先端径(ファイナル径)の拡大によって電流密度が不足すると、途端にナゲット内破断や界面破断(シャー破断)に転じ、溶接不良が発生します。内欠は、Hv=360~430にも達するγ-Brass層と呼ばれる硬くて脆い亜鉛リッチの真鍮層が、溶接中に欠落することによって生じます。最も熱影響を受け合金化が進行する電極中央部のγ-Brass層は、加圧の衝撃や通電-休止による膨張と収縮の冷熱ストレスを受けて、連続打点の比較的早い時期からクラックを生じ、溶接中に板に付着し欠落します。この典型的なピッティング形の電極損耗こそが、亜鉛めっき鋼板の連続打点性が低い一番の原因です。
亜鉛めっき鋼板のスポット溶接によって生じる電極の内欠現象は、ナゲット形成能と連続打点性の低下をもたらすだけでなく、深刻な溶接部欠陥の原因になることがあります。溶接打痕の表面にクレータ状のピンホールが生じ、時にナゲットを貫通してしまう現象のことです。これは電極の中央部が内欠によって凹むと、その部分で板と電極が接触しなくなり、電極の冷却作用が効かなくなってしまうことによって発生します。電極の冷却作用が効かなくなった溶融金属は過熱状態となり、板の表面にまで噴出することがあります。この加熱した溶融金属も溶接終了時点には電極と接触していると考えられますので、溶融金属には急激な熱ひけが生じ、クレータ状のピンホールを発生させる可能性が高くなるのです。特に連続打点数の増加に伴って少しずつ溶接電流を上げていくという、ステップアップやリニアアップの電極延命策を採っている場合は、顕著な内欠現象を承知の上でスポット溶接している訳ですから、クレータ状のピンホールが発生する確率は格段と高くなります。
亜鉛めっき鋼板のスポット溶接についての概要を説明してきました。次は、これらの問題の解決方法へと進みたいところですが、急がば回れです。実はここまでの説明は、自動車のボデー鋼板の大部分を占めているGA鋼板(合金化溶融亜鉛めっき鋼板)を想定して考察したものです。亜鉛めっき鋼板の中には電気めっき等の非合金亜鉛めっき鋼板がありますし、各種化成処理を施した亜鉛めっき鋼板も使用されていますから、それらの基礎知識を理解しておく必要があります。次回は、他のめっき鋼板には無い亜鉛めっき鋼板特有の防錆作用を含め、各種めっき鋼板の材料特性と溶接性について簡単な説明をしていきたいと思います。
№R005
ご意見・ご感想はこちらからお寄せください。