アーク溶接 第29話 ワイヤ送給装置とその取扱い(2) 担当 高木柳平
2015年08月31日
送給装置には周知のように、主にシングル駆動と称する2ローラタイプと4WDと称する4ローラタイプが あります。前にも触れましたが、従来4WDは細径ワイヤと軟質ワイヤ(アルミ系など)の送給用に専ら適用され、軟鋼系Φ1.2ワイヤなどの送給容易な対象 にはシングル駆動で十分と考えられてきました。それがなぜ現状ロボット溶接用では4WD送給装置が一般化したのでしょうか。推察するところは「4WD送給ではシングル駆動に比べ加圧力が半分で済む」た めと考えています。なぜ加圧力が半分であると都合がよいかと言いますと、送給ワイヤの変形が抑制されチップ孔にスムーズに通り、ワイヤ表面にキズが付きに くく、メッキ剥離も少なく、スムーズでムラのない送給に寄与できるからです。では、ワイヤへの加圧力はどのように決めれば良いのでしょうか。現状ではワイ ヤ径と材質により送給装置加圧ハンドルの標示目盛により適正な設定が可能となります。加圧力設定への考え方は、強すぎるとコンタクトチップなどにおける溶着が生じた場合、送給ワイヤに無理な力を与え「波線」を作ってしまいます。するとトーチケーブル内のコンジットもキズがつくと同時にダメージを受けることになります。これは避けて下さい。一方、加圧力が弱すぎると何らかの要因で送給抵抗が増した場合、スリップして送給速度にバラツキを生じやすくなります。適正な加圧設定のひとつの方法は、トーチを水平よりほぼ30度程度傾斜させワイヤインチングしたとき「ワイヤがぐるぐる巻き状になってスムーズに送り出される程度に加圧する」ことです。この設定の場合、水平からの角度が45度~面直と大きくなるにつれ抵抗が増加するので、スリップしやすく、送給バラツキを観察できます。
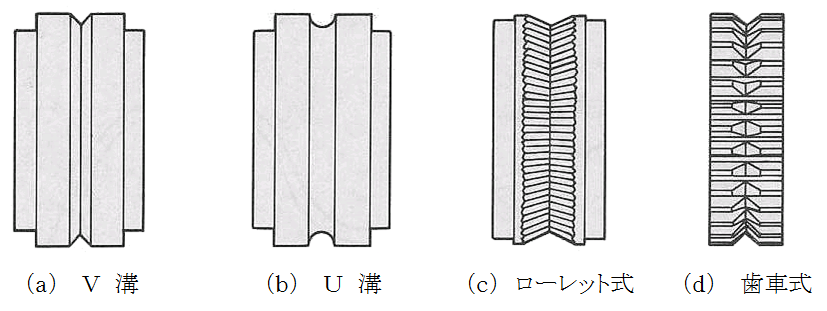
次に加圧ローラに設けられている溝(図029-01、029-02参照)について触れます。軟鋼ソリッドワイヤは細径からΦ1.6程度までほぼ「U溝」が 採用されています。U溝の片側角度はほぼ15~20度で、両側では30~40度の溝角度となっています。なおアルミなどの軟質ワイヤには加圧力が大きくな らないよう溝角度90~120度のV溝ローラが適用されています。またΦ2.0以上の軟鋼系ソリッドワイヤ用には送給力アップのためローレット式あるいは 歯車式ローラが用いられます。また細径FCW、細径MCWなどのコアードワイヤへの送給装置には極力ワイヤの変形を抑制することが大切で、送給性能に優れた4WD式送給装置の適用が求められます。
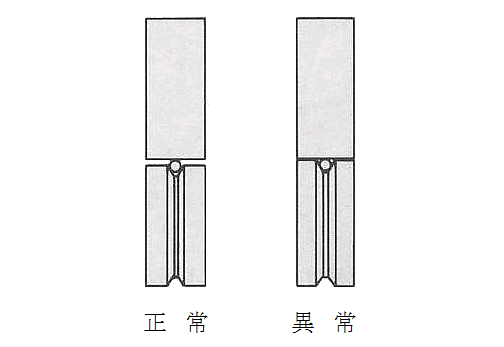
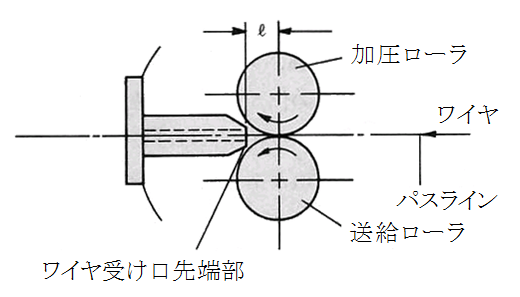
Φ0.6などの極細径ワイヤは自動車板金や薄板溶接分野で適用されています。小生も昭和50年当時の東亜精機勤務の時、自動車板金用単相CO2溶接機の開発に携わり4WD方式送給装置を採用し製品化に成功した経験があります。Φ0.6ワイヤの送給で課題のひとつはワイヤ受け口の設計でした。細径ワイヤになればなるほど図029-03にみるℓ寸法を小さく保持し受け口に送給されるワイヤが「波線」になることを抑制することでした。また細径の場合、ワイヤ受け口の先端部にキズなどの異常が発生すれば新品に交換しましょう。
なお、送給装置取扱いで大切な考えをもうひとつ示します。それは、送給性を良好にするための潤滑性維持の話です。 溶接ワイヤに関してはワイヤ10kg当たり約1.0g or 1.0ccの油が塗布されているとお話しましたが、送給装置のローラおよびワイヤガイド周りにも微量の油が必要です。一般的に油、ミストのあるプレス ショップに近い溶接工程のワイヤ送給性は良好であり、乾燥しきった環境の溶接工程の送給性は一般的に悪いと考えて下さい。送給装置周りもメッキカスなどで 汚れるので有機溶剤などを使用してクリーンにすることが大切ですが、その後に当社製LLコンジットクリーナなどの潤滑剤の少々の塗布を必ず行いましょう。
以上。



