アーク溶接 第81話 アーク溶接技術講習とその紹介(9) 担当 高木柳平
2017年03月20日
= 現場講習とシールドガス =
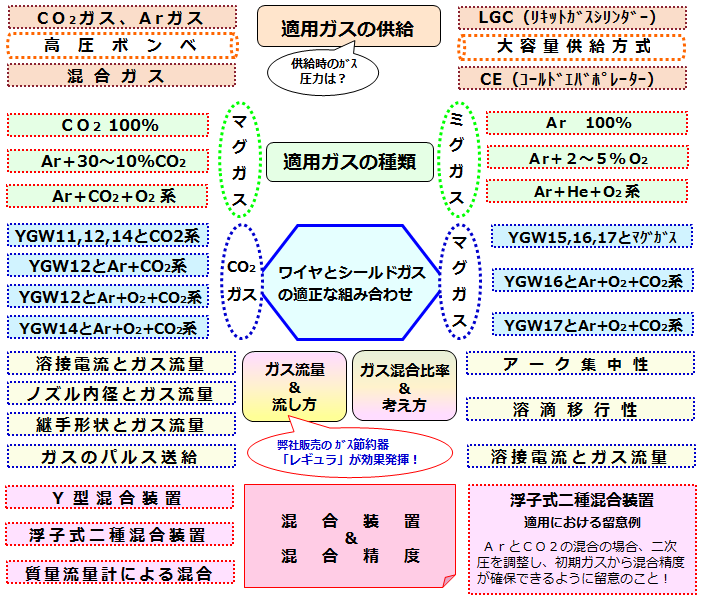
現場講習のなかで、シールドガスに関しガス供給メーカはどこですか、Arガスの混合比率は何パーセントですかなどと質問してもテキパキとした回答が得にくい場合が多くあり、ガスメーカ任せになっている一面が伺えます。アーク溶接製品の品質を維持、改善していく上において、ガスはワイヤ、機器とともに3大要素の一つとして主体的に把握していくことが重要といつも話しています。図081-01に適用ガスにおける点検項目と着眼ポイントについてそれらの概要を示します。まず溶接現場へのガス供給にあたっては使用量に応じて高圧ボンベあるいは大容量供給方式のLGC、専用タンクなどありますが、これらの取り扱いに関しては危険物管理の認識のもとに安全第一を心掛けましょう。また、ガス供給時のガス圧力は溶接工程で必要なガス流量を確保できる圧力設定が必要ですが、むやみに高く設定し過ぎると供給配管経路でリークによる損失が生じやすくなり配慮が必要です。また、新品ガスホースに関する取扱いで、ホース内部に水分を含んでいる場合がありエアなどによるパージ後取り付けることおよびバルブ保護のためガスホース内部に塵埃などを取り込まないようにするなどが注意点とお話ししています。
次に適用ガスの種類について、CO2×100%の場合はガス流量の設定以外問題はありませんが、混合ガスを使用する場合は混合比率とその精度に着目したい。また、母材材質およびその表面性状によってはガスの種類、混合比率なども変化させる必要があり適切なガス選択がなされているかアドバイスします。とくにワイヤとガスの組み合わせに配慮されていない場合が多く、黒皮材の母材鋼板に対してマグ溶接で効果を出そうとしている場合が見受けられますが、無理。黒皮材はCO2×100%で良好条件を追求すべきです。Ar+CO2+O2の三元ガスと呼ばれるガスは亜鉛メッキ鋼板の溶接のほか、高速溶接、ビード形成性の改善などに効果を有するので積極的に推奨しています。但しこれらの三元ガスも適切なワイヤとの組み合わせでないと効果に乏しいことも併せ強調します。例えば三元ガスにYGW16とYGW17の各組み合わせをするとどのような違いが生ずるかというと、結論的に言えばワイヤ中のSi量の違いによりYGW16はSi量高くYGW17は低いので、YGW17の方が添加O2の効果が多く認められ、YGW16の場合は効果が少ないことになります。
何度も機会あるごとに触れていますが、通常のマグガスの代表はAr+20%CO2ですが、なぜ20%というCO2の混合比率になっているかを基本的に理解することが大切です。20%CO2と言う混合比率はアークの集中性、溶滴移行性、耐スパッター性、耐ブローホール性において優れるからです。
CO2ガスに比べ高価なマグガスの適用を活かすためにも流量の無駄使いを抑えることが望ましく、対策の一つとして弊社ではガス節約器「レギュラ」の名称で販売しており、以下のような特長を備えています。
1)初期ガス送給時のムダガスを抑制できる
2)ガス停止時のムダガスを抑制できる
3)溶接電流に応じたガス流量を自動制御できる
4)ガスのパルス送給を初めて可能にした
弊社として多くの販売実績と適用実績を現在では持っており、とくに1アークロボットでビード数の多い溶接製品の場合はアークのON-OFFが多い分だけムダガスの発生が見込まれ、改善効果が大きく採用頂いています。本件に関し、ご希望のお客様は是非弊社にご一報ください。
次話では「溶接製品、溶接装置(治具)とその着眼点」について平素現場講習時にお話ししている中からトピックを選んで説明します。
以上