アーク溶接 第80話 アーク溶接技術講習とその紹介(8) 担当 高木柳平
2017年03月13日
= 現場講習と溶接電源 =
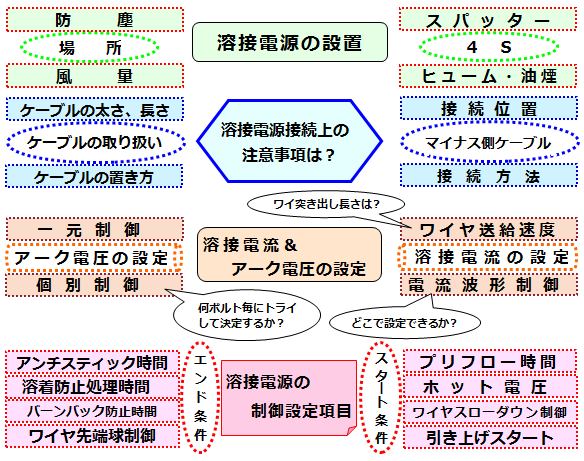
現場講習の説明を続けます。今回は「溶接電源とその周り」の観察からコメントしていきます。図080-01に点検項目と観察のポイントを整理して示します。まず、よく目にみえる設置場所とその環境について。何度も触れていますが、溶接電源内部が油、ヒューム、粉塵、スパッターなどの吸い込みで汚れてしまってからでは手遅れで、設定異常などの不定愁訴に悩まされ続けます。そのためにも、清潔さを保持できる場所に設置し、かつ溶接機器メーカが推奨する防塵に最適なフィルターの使用をお勧めします。溶接電源内部のプリント板を含めた制御系は勿論のこと、整流器・トランス類への汚染はたとえ設定異常にならなくてもエネルギー効率を下げます。とくに溶接機近傍でのグラインダー使用は避けて下さい。
次に電源接続系に目を向けます。特に二次側ケーブルの置き方・長さ・太さについて点検しながらコメントします。ぐるぐる巻きにしていないか、細いケーブルを使用していないか、長さが長すぎないかなどを順次チェックします。二次アースケーブルの接続位置がワーククランプ治具の下方に取り付けられているケースが多くみられますが極力治具上部への取り付けと、主ケーブルから枝分かれさせた子ケーブル(5.5mm2)によるクランプ部への接続を推奨しています。
溶接電流の設定はアークロボット適用の場合大抵ロボット側での教示になりますのでここでは触れませんが、ワイヤ径、ワイヤ材質とも関係しますので慎重に、間違いの無いように所定の径、材質を選択し設定してください。ごく一部ですがお客様の中で間違えられているケースを経験しています。電流波形制御の設定は溶接電源側の場合があります。溶接機前面パネルに取り付けてある可変ダイヤル式のものですが、ハード-標準-ソフトの波形に及ぼす意味を理解し設定することが大切です。多数台のロボットで、溶接機は同一機種という溶接工程を見る場合も多く、波形制御ダイヤルの設定位置をその都度観察するとバラツキがあります。よく理解した上で例えば「ハード」側に設定しているのであればOKですがたまたま他の人が触れたから設定位置がずれたという場合もあります。このような場合、前にも触れましたが透明アクリル板などで所定ダイヤルのツマミを覆いましょう。
アーク電圧の設定は一元・個別と区別されますが、溶接のプロを自認するのであれば「個別設定」で行きましょう。しかも0.3V置き程度で細かく設定を繰り返し、適正値を見出しましょう。最近の溶接機は電源電圧の変動を受けにくくなったことが大きな特長の一つです。しかし、従来式の溶接機では電源電圧変動を受ける場合もありますので適用溶接機の性能を確認して下さい。
溶接電源の制御設定項目は種々ありますが重要な二つを取り上げますと「スタート条件」と「エンド条件」になります。この場合、まずエンドから考えます。良好なアークエンドをすると次のアークスタートも良好になるという発想からです。同じ機能でも溶接機メーカによって呼び方が違っています。エンド条件時のチップ先端から突き出すワイヤ長さのことで、アンチスティック、溶着防止処理、バーンバーック時間がそれです。これらの設定は先端球制御とともにどこでどのように可変、設定できるか知り、習熟すること。同様にスタート条件も適用中の溶接機、アークロボットでどのような瞬時スタート性が得られるか予め把握した上で取り扱って下さい。例えばスタート時のワイヤスローダウン制御などは使った方がよく、どの機能が、どこで設定できるか電源側かorロボット側かを把握して機器の性能を引き出して下さい。
次話では引き続き現場講習時の「シールドガス」編について解説します。
以上