アーク溶接 第71話 トーチの設定と亜鉛メッキ鋼板の溶接(1) 担当 高木柳平
2016年12月12日
周知のように亜鉛メッキ鋼板のアーク溶接ではピット・ブローホールが発生しやすく、かつスパッター発生を伴いやすい。これらの主な理由は図044-01にみるように亜鉛の低沸点(906℃)に伴う蒸気化です。
そこで本話では溶接対象を亜鉛メッキ鋼板の重ねすみ肉継手として、ワーク姿勢は下向、横向、立向下進の3種類についてトーチ設定の考え方を示します。ここで言うトーチ設定とは①トーチ前後角、②トーチ傾斜角(狙い角)、③狙い位置の各設定であり、普通鋼板では45°傾斜角、コーナー部狙いで済んだものが亜鉛メッキ鋼板の登場以降変化せざるを得なくなってきました。トーチ設定に関する従来の記述と重複することをお許し願って以下に「亜鉛メッキ鋼板のアーク溶接とトーチ設定」を記します。考え方の基本は亜鉛蒸気の発生源となる亜鉛メッキ部分をむやみに溶かさない、過剰のアーク熱を極力加えないことです。
アーク熱によってメッキ層を溶融し、亜鉛蒸気を過剰に作ってしまえばその後気体を処理することは困難を伴います。発生源対策が第1です。次に重要なことは発生した亜鉛蒸気、亜鉛ヒュームを溶融金属に吸い込ませないようにすること、亜鉛蒸気の煙をうまく逃がしてやることです。これら2つの対応としてトーチ設定が重要となります。図071-01に亜鉛メッキ鋼板重ねすみ肉溶接の溶接姿勢とトーチ設定における考え方を図示しました。参考にして下さい。 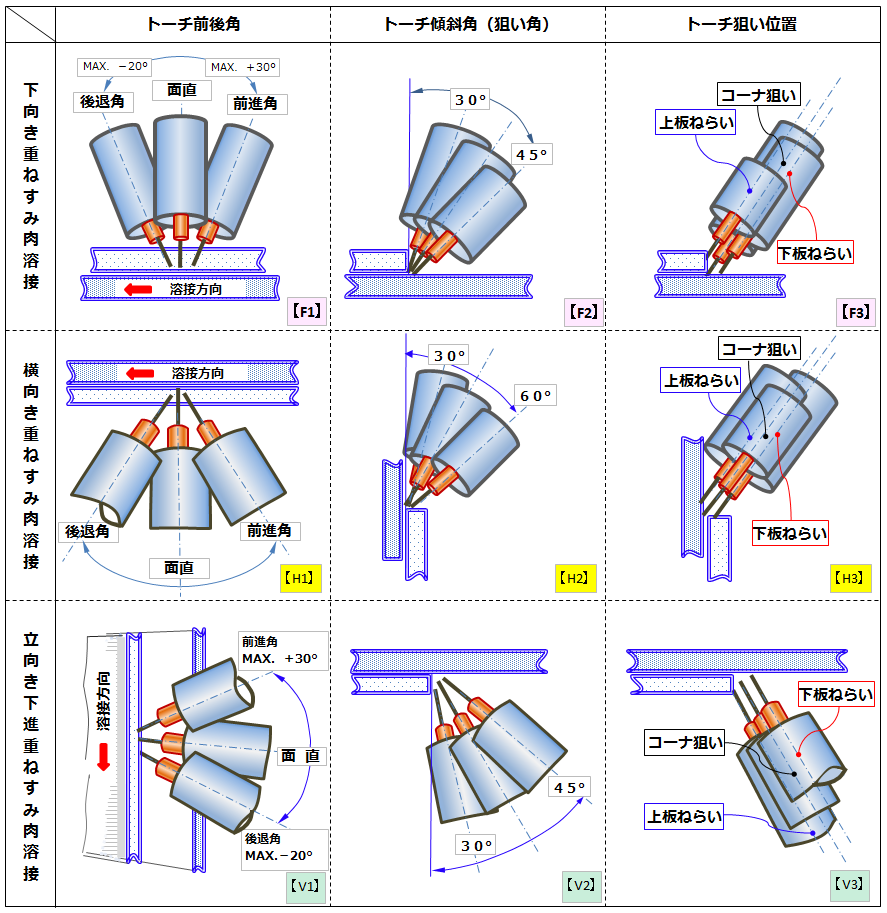
なお図071-01に関する解説は紙面の都合で次話に掲載します。
以上