アーク溶接 第56話 アーク電圧、アーク長さ、正特性 担当 高木柳平
2016年07月04日
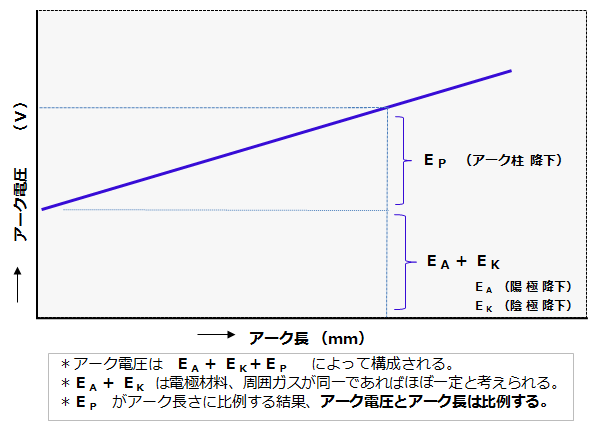
「溶接電流」とともにビード形成に大きな影響を与える「アーク電圧」について解説します。第54話の図054-01にみるように炭素電極間に直流電源を接続し接触させ、それらを引き離すとアークが発生します。ここで横軸の電極間距離とは引き離した炭素電極間の距離で「アーク長さ」に相当し縦軸の「アーク電圧Ee」は次式のように3つの電圧降下の和です。Ee(V)=EK+EP+EA ここでEK;陰極降下電圧、EP;アーク柱降下電圧、EA;陽極降下電圧。EK、EAは電極材質と周囲ガスが決まればほぼ一定値と考えられるのでアーク電圧はアーク柱降下電圧に比例し図056-01のように表すことができます。
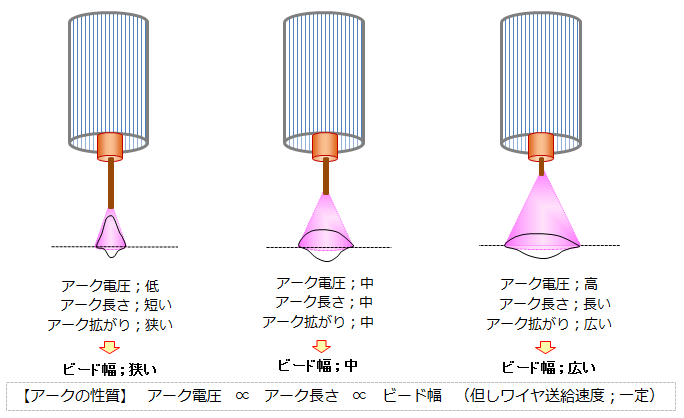
軟鋼CO2ワイヤ径Φ1.2の場合溶接条件として例えば100A-17V、150A-18V、200A-23Vなどの電圧値は定数分(EK + EA)がほぼ8V程度で残りはアーク長さ分となります。ここからアーク長さはアーク電圧に比例することになり、アーク長さはビード幅を決めるため、アーク電圧、アーク長、ビード幅は相互に比例することになります(図056-02参照)。
一方、周囲ガスの違いによるアーク電圧は電位傾度(V/cm)の比較として知られており表056-01に代表例を示す。
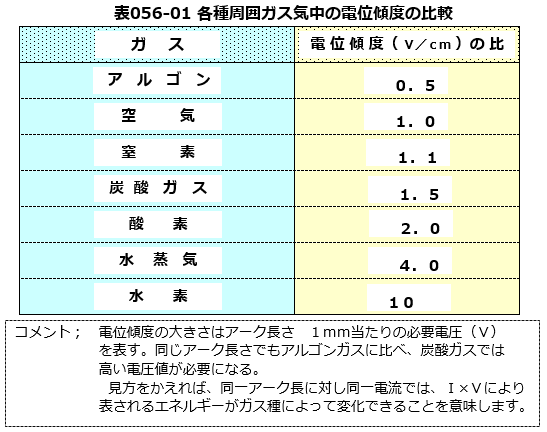
Arガスは溶接用シールドガスの中では最も電位傾度が小さく、炭酸ガス、酸素ガスの順に大きくなります。そのため純Ar、Ar+20%CO2などを適用するミグ、マグ溶接より、CO2溶接の方が適用電圧を高くする必要が出てきます。アークを安定にするために必要なことは、アーク長を一定にすることであり、それらのアーク長さを確保するための電圧設定が求められます。例えばマグ(Ar+20%CO2)溶接で適正な溶接ビードを得て、それをCO2溶接でトライしようと思えば、まず溶接電流(ワイヤ送給速度)、アーク長さをほぼ同一とし、それに見合うアーク電圧の設定になるように高めにします。
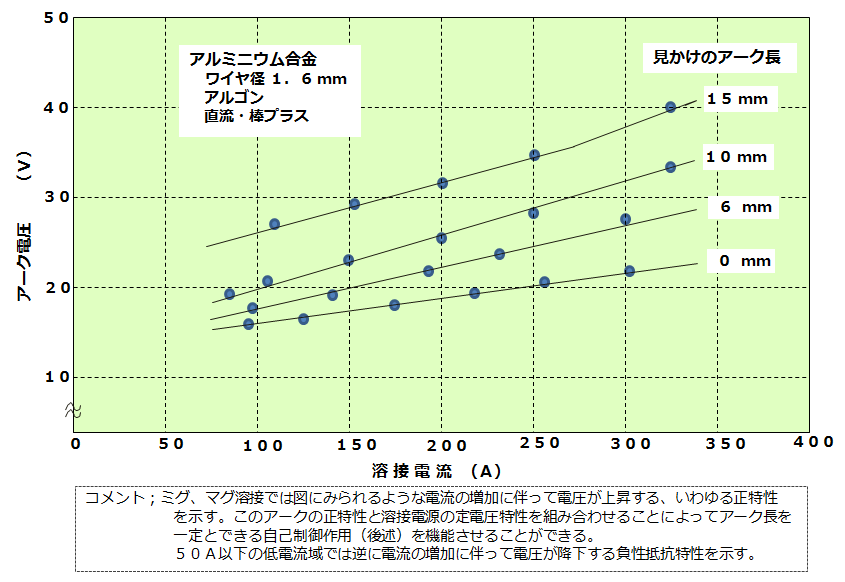
また、アークの電流・電圧特性についても触れなければなりません。極低電流域を利用するアーク溶接法にTIG溶接、マイクロプラズマ溶接などがあります。これらの低電流域では溶接電流が増加するに従ってアーク電圧が低くなる、いわゆる「負性抵抗特性」を 示します。この事象は電流、すなわち電子の流れが低電流域では少なく、たとえていえば乗客の少ない電車の状態と言えます。一方、電流がある程度大きくなる とほぼ乗客が一杯になり、さらに電流が増加すると乗客がすし詰め状態の電車になり身動きがとれなくなります。電流が増加するに従ってアーク電圧(抵抗)も 高くなる場合を「正特性」と呼称します。図056-03にミグアークおける電流・電圧特性(正特性)の一例を示します。電流が増加するに従いアーク電圧も上昇し、かつ見掛けのアーク長の長短に応じて所要電圧が増減していることが読み取れます。
次話では「溶接電流・アーク電圧(2)」について説明の予定で、理解を深めて頂ければ幸いです。
以上。