アーク溶接用シールドガス適正化装置 第4話 担当 赤尾恭央
2016年05月16日
「レギュラシステム」の長所と短所
これまでは「レギュラシステム」の良い点を主にご紹介してきました。しかし、物事には光と影、薬の効用には作用と副作用があるのと同じで、この「レギュラシステム」にも長所と短所があります。長所ばかり強調してもユーザ様には信頼されません。短所を示すことで、その物の本当の価値がわかります。長所と短所を比較してもなお、興味を示していただけるユーザ様こそ、ご購入いただける可能性の高いユーザ様だと思っています。一般的にご説明している「レギュラシステム」の長所と短所について下表に示します。
| 表.「レギュラシステム」の長所と短所 | |
| 長所 | 短所 |
|
・ガスコスト削減 |
・流量表示が無い ⇒ フローメータとの併用で解決 ・設定値がわかりづらい ・一定以上のガス供給圧力が必要 (動圧で0.2MPa~0.6MPa) ・価格 (ガス購入価格や使用量による) |
「レギュラシステム」の長所と短所を比較した上で、実際適用してみようとなった時に、どんな溶接工程でも理想的な結果が出るとは限りません。それは「レギュラシステム」そもそもの設計思想に関する条件があるからです。
ガス供給圧力
「レギュラシステム」を適用する上で最大のポイントとなるのが、ガス供給圧力です。皆様の作業現場では、シールドガスはCEやLGCといった大容量液化ガス容器またはボンベによって貯蔵されているのではないかと思います。このガスを使用する際、「15L/min」の様に一分間当たり何リットルのガスを流すかということはよく管理されていると思いますが、「0.2MPa」のように、供給圧力も同時に管理されているでしょうか?この供給圧力が、「レギュラシステム」を適用できるかどうかを左右します。
最適動作範囲
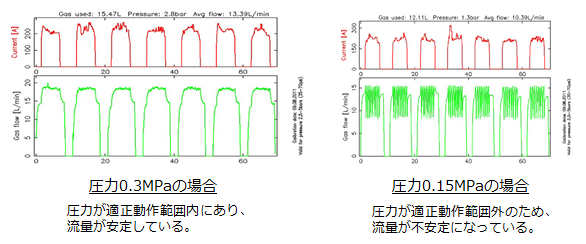
「レギュラシステム」は、「パルス式ガスフロー」によってガス塊を力強く吹き付けるため高いガス供給圧力が必要で、具体的には0.2MPa~0.6MPaです。ガスの圧力には静圧(バルブが閉じて、ガスがホース内に充填されている時の圧力)と、動圧(バルブが開いて、ガスが流れている時の圧力)がありますが、「レギュラシステム」が必要としているのは動圧の値です。ここで問題となるのは下記2点です。これを解決しないと「レギュラシステム」をうまく活用できないのです。
■ガス供給圧力が0.2MPa以下に設定されている場合
⇒この場合、圧力調整器で0.3MPa程度まで上昇させればよいのですが、CEやLGCを適用されている場合では元圧を上昇させると他の溶接工程にも影響が出る事があり注意が必要です。
■他のガス節約器と併用する場合
⇒突出ガス(溶接開始時に設定流量より多く流れてしまうガス)のみを抑える目的で、数多くのガス節約器が販売されています。この動作原理は主に、内部でガス供給圧力を降下させることで静圧を低く保ち、溶接開始時に多量のガスが吹き出さないようにするのが一般的です。これら節約器と「レギュラシステム」を併用すると、一方で圧力を降下させ、他方で高い圧力が必要となるため矛盾が生じます。これを解決する方法としては、既存のガス節約器の流量調整ダイヤルを全開にします。すると元圧に近いガス供給圧力が得られますが、動圧で0.2MPa(理想は0.3MPa以上)を確保できるかどうかはやってみないとわかりません。
ご購入後も安心してご使用いただくために
「レギュラシステム」をご購入頂いたとして、それで終わりではありません。ご購入後も安心してご使用いただくために、トラブル時でも生産にご迷惑をお掛けしないように致します。次回はトラブルシューティングとユーザ様からの質問事例集です。最終回に乞うご期待!