アーク溶接 第36話 溶接トーチとその取扱い(5) 担当 高木柳平
2015年11月02日
コンタクトチップとチップ溶着(その1)
チップに最も関係する不具合症状のひとつは「チップ溶着」でしょう。チップ溶着と一口に言っても発生要因は種々考えられます。そこで筆者なりに表036-01にチップ溶着の要因をまとめてみました。
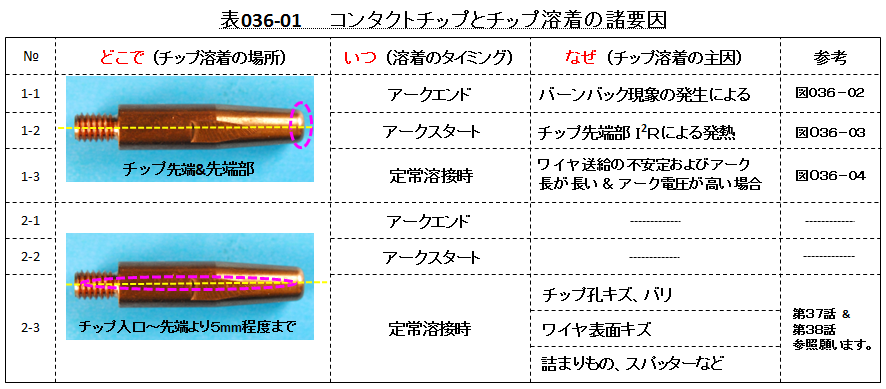
1) チップ溶着はどこ(溶着の場所)で発生するか。一つはチップのほぼ先端部で溶接ワイヤが銅電極であるチップに溶着する。他のひとつはチップ孔のワイヤ入口側より先端5mm程度までの孔内部で溶着する場合です。
本36話では先端部溶着について説明し、孔内部溶着は次話に譲ります。
2) チップ先端部溶着がアーク溶接のどのタイミングで発生するか。アークスタート、アークエンドおよび定常溶接時に分類し、発生要因を探索します。
3) チップ先端部溶着がなぜ発生するか。主な原因を探り、対策ができるようにしましょう。先端部溶着の代表例のひとつはバーンバック現象発生によるものです。図036-01にみるように何らかの原因でアーク長さが伸びてチップ先端部まで到達し溶着するものです。
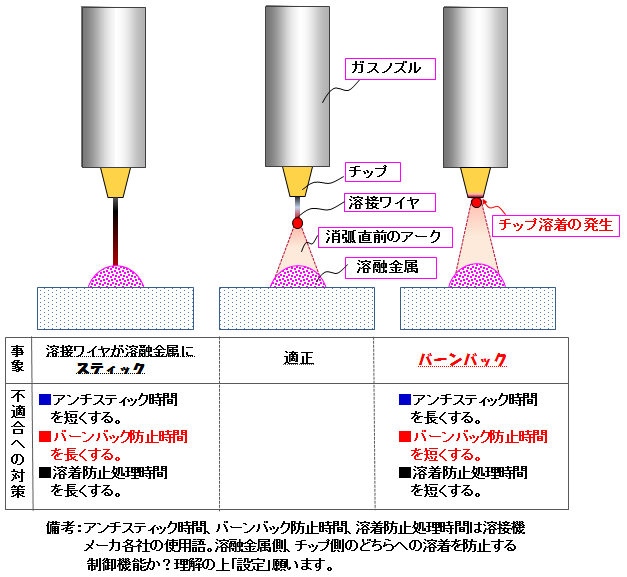
発生のタイミングはアークエンド時に比較的多く発生しますが、定常溶接時でも過大なアーク電圧の設定、ワイヤ送給速度の変動があれば生じやすく、またアークが相対的に消弧しにくいマグ溶接、ミグ溶接の場合はCO2溶接に比べ先端部溶着が発生しやすくなります。
先端部溶着の二番目はいわゆるアークスタート時などで「パチン!」と溶着する事例です。多分、皆様も経験されたことがあるでしょう。図036-02に先端部溶着への考え方を示します。
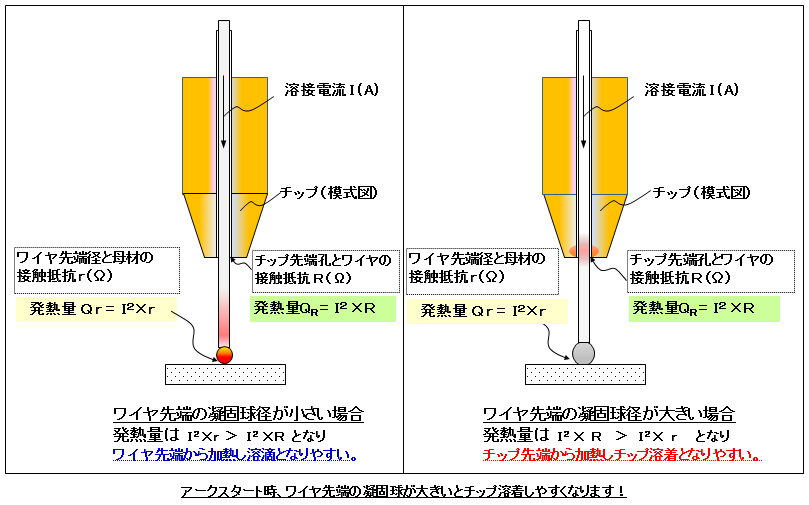
ワイヤ先端の凝固球径が大きい場合は、小さい凝固球径に比べ接触抵抗rが小さくなるので、母材との接触部における発熱量Qrが小さくなります。一方、チップ先端部のワイヤとの接触抵抗が大きい場合、たとえば輪径がΦ1500を超えるような真直に近い線ぐせでは満足にスタート時先端給電してくれません。QRの値が大きくなり発熱量が上昇し先端部溶着に至るのです。要するに、スタート時にパチン!と溶着させないためには先端の凝固球をワイヤ径の1.2倍程度以下と小さく設定すると同時に、線ぐせも輪径をΦ1200~700と小さくしチップ先端部の給電性を高めQRの値を抑えるようにしましょう。また一般的によく経験することはワイヤの出代(mm)が長すぎるとチップ溶着を生じやすいことです。図036-03にみるように出代は3~5mm程度にとどめ、チップ・母材間距離と同等あるいはそれ以上にしないでください。

先端部溶着の実例のひとつを図036-04に示します。
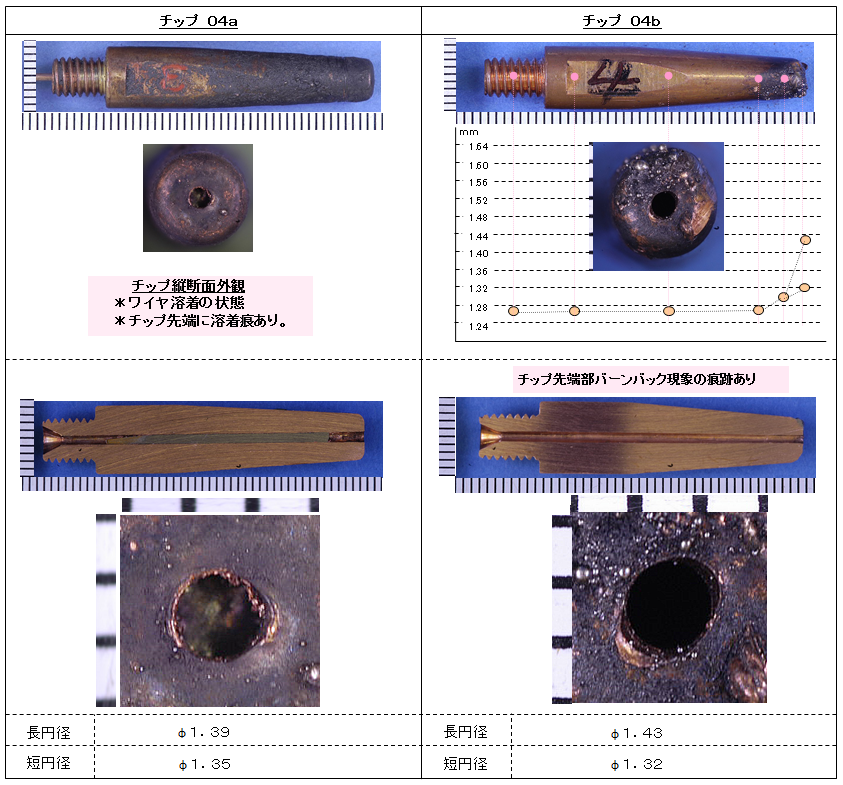
ここではサンプル04aの溶着にみるようにワイヤの先端部溶着と同時にチップ孔内部でも詰まり、溶着などが同時に生じています。04bで は先端部溶着の痕跡がみとめられるが孔内部は正常な例です。とくに定常溶接時に生ずるチップ先端部溶着は、チップ先端部に突然付着するスパッターによる招 きもの、ワイヤ送給のバラツキによるアークの息継ぎ、過大なアーク電圧設定などの要因が重なって発生しやすくなります。前述のように次話ではチップ孔内部溶着について考えます。
以上。