アーク溶接 第34話 溶接トーチとその取扱い(3-3) 担当 高木柳平
2015年10月19日
コンタクトチップとその管理
チップの管理は、「清掃」と「交換」である。どのタイミングでそれらを実施するかについてはお客様の管理状況で決まります。チップの良否は直接溶接品質に影響を及ぼすので適正な時期の「清掃」、「交換」が望ましい。時間による管理、溶接数量による管理および現場溶接者の判定などに大別され、多くの溶接職場では図034-01に示すような新旧チップの置台を作り「目で見る管理」につなげられているのが現状です。
ここで着目して頂きたいのは、「清掃」「交換」の設定値が果たして適正かという課題を持ちながら対応して欲しいことです。多くのお客様の溶接工程におけるアーク状態を連続的に観察していて感ずることは、スパッターの「付着-脱落」サイクルの不規則性があるため、どのレベルで「清掃」「交換」の設定するかについては、生産開始から一様に決めるべきものではなく評価期間を経た後標準化されるものであって欲しい。
次に「チップ置台による管理」を行う際、使用済みチップの観察を行って欲しいことです。
使用済みチップをしっかり観察することによって、お客様の溶接工程特有の使用ぐせによりチップ交換をむやみに早く実施していないか、あるいは特殊ケースによるチップ異常に引っ張られて全体の早期チップ交換に至っていないかなど必ず詰めて下さい。図034-02にはお客様から受領したΦ1.2ワイヤ用の使用済みチップの診断結果の一例を示します。
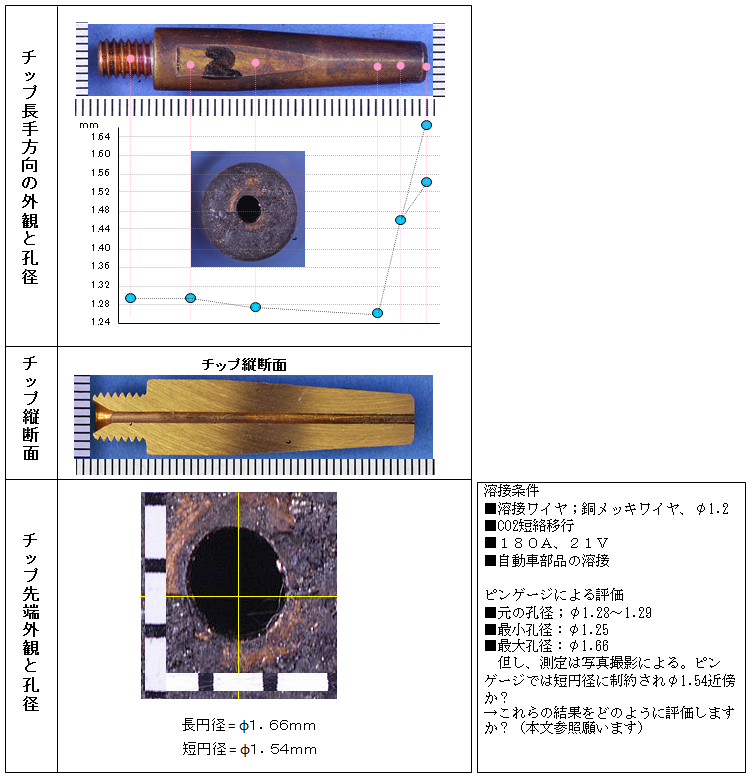
チップ孔はほぼ元のチップ孔径同様のΦ1.28~1.29からチップ孔先端に向かって「詰まりもの」の影響を受け、ここではΦ1.25まで閉塞しています。多くの診断結果からΦ1.28孔の場合、Φ1.26のピンゲージが貫通できなければ送給不良につながるという結果を得ました。よって、このチップはこの点でも明らかに交換対象です。一方先端孔径はΦ1.2チップではΦ1.45以上の 孔径になったとき、つまり短円がΦ1.45を越えると長円サイドはΦ1.60以上となるため給電性および芯ズレ性の不良につながると判断し交換対象としま す。以上から、なぜ詰まりものがそのタイミングで形成されたのか、なぜ先端孔の拡大が早めに形成されてしまったのか、ワイヤ線ぐせはどの程度であったかな どにつなげていけば、お客様の溶接工程改善にもつながる「種」がチップ置台からヒントを与えてくれます。但し、標準化した以上は「清掃」「交換」の設定値を順守して下さい。
図034-03にチップ先端径がΦ6.0と太めのものをあるお客様に納入していたら溶接スタート部でブローホールが発生しやすいとコンプレインを受けました。

早速現場に出向き観察したところ先端部分にはさらにスパッターが付着しΦ6.0+αになって、小電流でチップ・母材間距離も短く、プリフローガス設定もな いためブローホール発生につながったと判明。先端径をΦ4.5に小径化することにより解決できました。チップの寸法、形状も状況によって大切になるという 一例です。

図034-04には丁度アークロボット原位置に戻ったトーチ先端部、チップ先端部を撮影したものです。
ここでチップ適用上着目して頂きたいことはチップ先端面の観察です。望ましくは先端面のスパッター付着は少なく、きれいでかつ「やや濡れている状態」がベ ストと いうことです。たとえが悪いかも知れませんが、風呂桶に水がない状態で焚けば即座に桶が高温になります。少しでも水があれば温度上昇が抑えられます。チッ プも同じで適正な油脂分を付着(規格ではワイヤ10kg当たり油脂分1.0g程度)させた溶接ワイヤを使用しているとやや濡れた状況になりチップ孔の温度 上昇が抑制され、送給性、給電性が維持できるのです。こんな観点でもチップ先端を眺めて頂ければ助かります。
以上。