アーク溶接 第5話 アーク溶接法の分類と考え方 担当 高木柳平
2014年12月15日
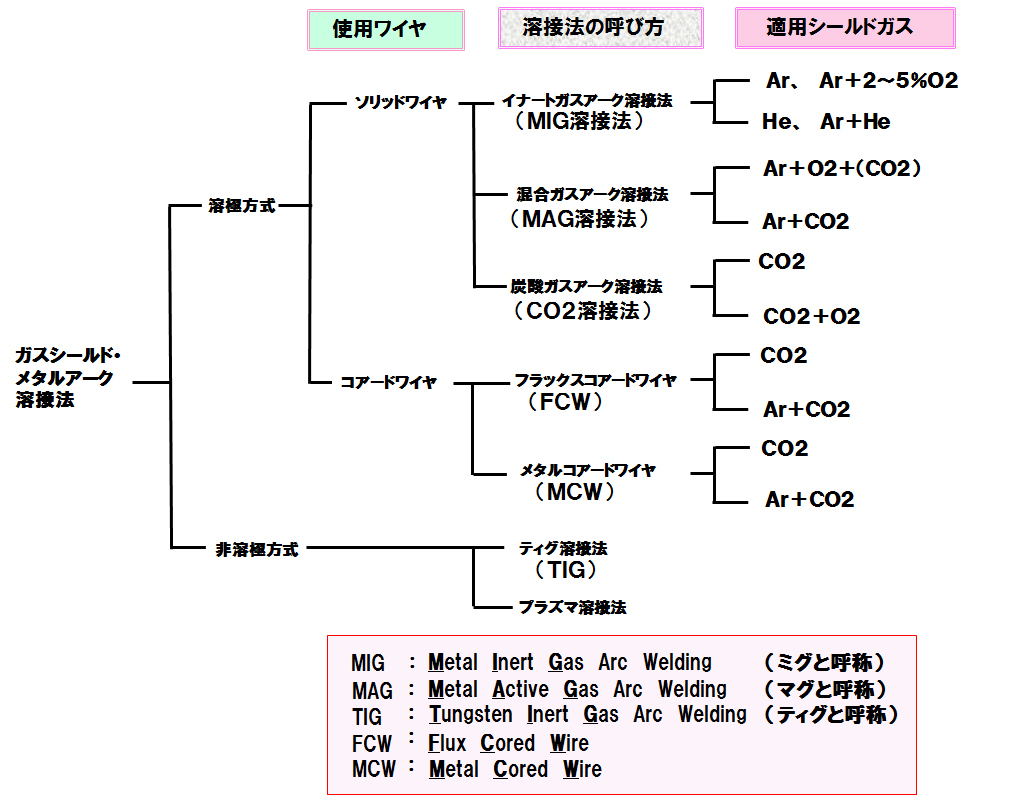
ガスシールドアーク溶接法は、「溶極式」と「非溶極式」に分類され、溶極式は電極を溶かしながら溶接する方式で、一般的にはガスシールドメタルアーク溶接であり、ミグ・マグ溶接がこれに分類される。一方、非溶極式は電極を溶かさない方式でタングステン棒を電極とするティグ、プラズマ溶接などである。
ここで、ミグ溶接は溶接対象として銅&銅合金、アルミ&アルミ合金、チタン&チタン合金などの非鉄材料であり主に純Arガスが使用される。一方軟鋼、高張力鋼およびステンレス鋼にもミグ溶接が適用されるが主にAr+2~5%O2などの混合ガスが使用される。なぜこのような混合ガスが必要かについては後述する。
マグ溶接とは活性ガスを適用するもので、JISの分類ではAr+20%CO2の混合ガスもCO2溶接もすべてこれに含まれる。しかし、日本では独自にCO2溶接が発展を遂げたので「CO2溶接」として扱う場合が多い。従来はAr+20%CO2の混合ガスがメインであったが最近ではAr+CO2+O2の3元系ガスが亜鉛メッキ鋼板の溶接に多く適用されている。
以上のように、アーク溶接法の呼称は、適用シールドガスに因っており、如何にシールドガスが重要な役割を果たしているかがよくわかる。
ここで、ステンレス鋼も含め軟鋼系のミグ溶接でAr+O2系のシールドガスを適用せざるを得ないかについて触れる。それらの理由は、
①溶接ワイヤは最終的には溶滴となって溶融金属(母材)に移行するがO2成分を含むとスムーズな溶滴移行を実現できる。
②「アークは酸化物を求めて発生する」という現象があり、溶接ワイヤの直下に常に酸化物があるとアークが安定して発生できる。純Arガスの場合には酸素不足、直下の酸化物不足となってアークが這いずり回り不安定になりやすい。
③O2成分をシールドガス中に含有すると「O2の分解によりアークから熱を奪う」という物理的性質があるため、アークは熱を奪われまいとして表面積を極力少なくする、いわゆるアークが集中する効果がある。
④溶融金属中の酸化物が増加することにより溶融金属の湯流れがよくなり、良好なビード形状、高速溶接などに適しやすくなる。このように混合ガスの影響、効果は大きく、混合比なども重要な要因となってくる。