アーク溶接 第45話 シールドガスとその取扱い(6) 担当 高木柳平
2016年02月22日
溶接ワイヤとシールドガスの組合せ・・・基本的な考え方
アークによって溶接ワイヤと母材を溶融し周囲からのシールドによって健全な溶接金属を得るガスシールドアーク溶接法では、適用されるワイヤとガスの組合せに明確な関係があるので、本稿ではそれらの基本的な考え方を説明します。最初に溶接技術用語で大切な「溶着金属」と「溶接金属」の違いを図045-01に示します。
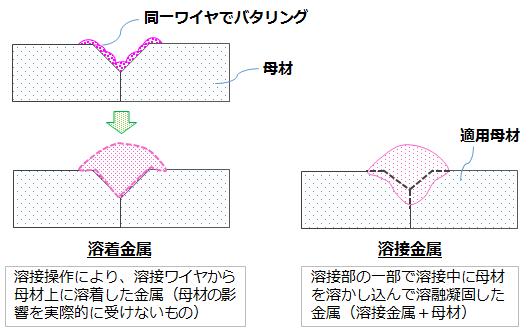
溶着金属とは、事前に母材の影響が無視できるように同じ溶接ワイヤでバタリング溶接(バターを塗るという意味)した母材に、所定の溶接条件で溶着させた金属を言う。これに対し溶接金属とは、対象の溶接ワイヤを適用母材に所定の溶接条件で溶接し母材との希釈を生じさせ溶融、凝固した金属を言う。
ここでシールドガスの組合せによる影響を見てみましょう。図045-02にシールドガスと溶着金属の概要を示す。
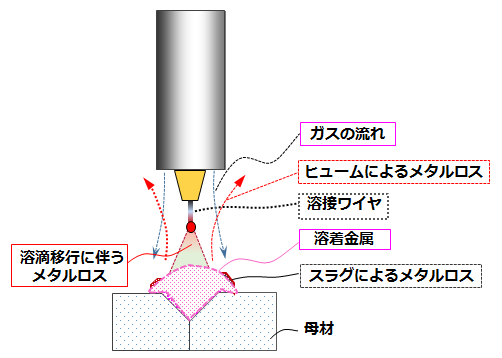
溶接ワイヤがアークの熱を借り、周りからCO2、Ar+20%CO2などの酸化性のガスで被包されながら母材側へ移行する際、ワイヤの主な成分であるSi, Mnなどの脱酸性元素は溶融金属から浮上する溶接スラグとなり酸化減耗(メタルロスと言う)する。また、アーク空間中を移行する際に酸化物の形で溶接ヒュームとなって飛散する、これもメタルロスとなる。これらのメタルロスは、①シールドガスの酸化性が強い、②溶接電流が高い、③アーク電圧が高い(アーク長さが長い)などの場合に増加します。
一方、溶接部の強度は溶着金属の強度に比例しますので、シールドガスに何を適用しようとも「強度」を保証しなければなりません。
一般的に鋼の溶着金属の「強度」は「炭素当量Ceq(%)」に比例しますので、成分元素のメタルロスは直接強度に影響を与えます。
炭素当量Ceq(%) = C + 1/24Si + 1/6Mn+・・・
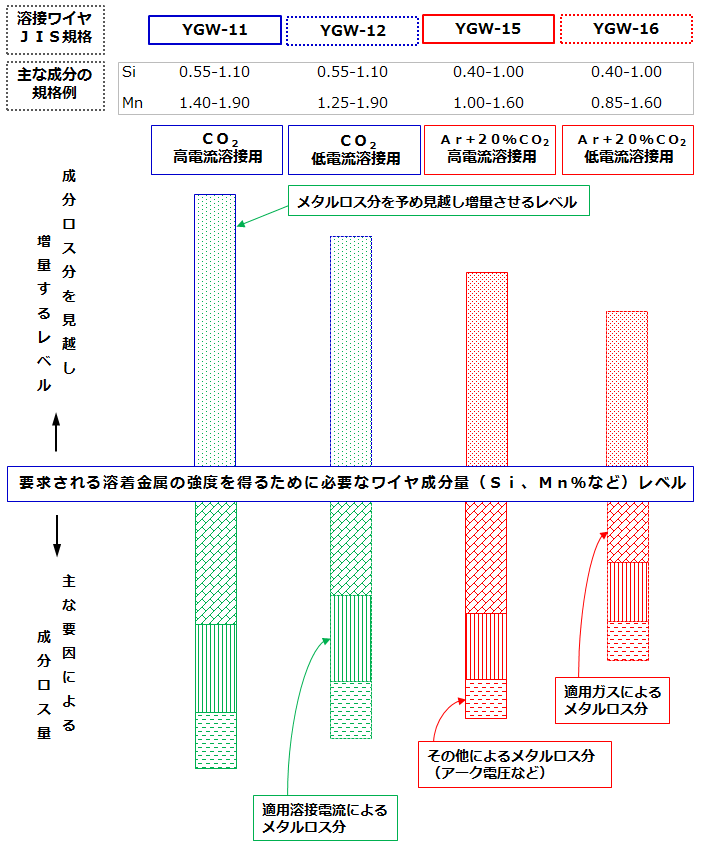
そこでこれらのメタルロス分を見越して予め成分元素を増量させることが溶接ワイヤには求められます。
逆に言えば、酸化性の少ないArリッチのガスで、低電流、低電圧で溶接する場合はメタルロスが少なくなりますので同一ワイヤでも成分元素の歩留まりが大き く、強度が高くなり過ぎる場合がでてきます。この場合は、成分元素の増量分も少なくします。逆に酸化性が強く、高電流用ワイヤではメタルロス分が多くなる ので、成分元素の増量分を多くします。
このような考え方で、ガスとワイヤの関係を検討するイメージを、図045-03に示します。
このような関係を知ることにより、溶接品質、強度、機械的性質などに関係する一例として「化学成分」がありますが、その化学成分一つをとっても「ワイヤの化学成分」「溶着金属の化学成分」「溶接金属の化学成分」と言うように夫々違いがあり、かつ適用した溶接電流、アーク電圧、溶接速度、ガスの種類などの溶接条件によって違いが出ることに着目して下さい。
以上。