アーク溶接 第44話 シールドガスとその取扱い(5) 担当 高木柳平
2016年02月08日
シールドガスの種類と選択(4)・・・亜鉛メッキ鋼板の溶接と混合ガスとしての酸素
1980年代後半に亜鉛メッキ鋼板の溶接が自動車メーカで重要な課題になりました。当 時大同特殊鋼で溶接材料の研究に携わっていた筆者は、他の研究者とともに亜鉛メッキ鋼板溶接用マグワイヤの開発に取り組み、当初は何ら情報、知識もなく探 索に苦心したことを思い出します。しかし、業界挙げての取り組みが進んだ結果、現在では亜鉛メッキ鋼材、溶接機器、ワイヤ、ガスおよび溶接施工の分野でほ ぼ技術確立された姿になってきました。亜鉛メッキ用として溶接ワイヤではYGW-14およびYGW-17に分類されたワイヤが好適であり、シールドガスではCO2、Ar+20%CO2およびAr-CO2-O2の三元系ガスが適用されている。一方、溶接法もCO2溶接、マグ溶接の他にパルスマグ溶接が多く適用されている。亜鉛の物理的性質の一つとして図044-01にみるように融点は419℃と低いので溶融した状態で空気に触れれば空気中のO2と反応しZnOの酸化亜鉛を生成し、これが白い粉末状を呈する。

用途によっては裏ビードに生成するZnOの白い粉末を避けなければならない場合が出てくるが、それらの対応としてはバックガスとして少量のCO2を流す対策が取られている。一方亜鉛の沸点は906℃と低く、鋼の溶融・凝固段階で亜鉛は蒸気となり体積を急膨張させて溶融池に侵入型のブローホールを形成しやすくなります。図044-02は 当時トヨタ自動車株式会社に在籍されて、現在も自動車部品溶接研究所を立ち上げ、活躍されている松井仁志氏による論文(溶接学会誌第66巻(1997)第 6号)から抜粋したものですが、両面亜鉛メッキ鋼板の重ねすみ肉溶接部のメッキ層部位別による考え方が示されており、大変参考になります。
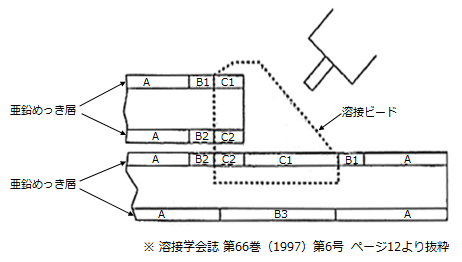
亜鉛メッキ層「B2」に多く熱を入れたり、「B2」を多く溶融させたりすると亜鉛蒸気が多く発生し過ぎてスパッターの発生、ブローホール、ピットにつなが りやすくなります。多くの亜鉛蒸気の発生源を作ってしまうと、その後でブローホール対策を行おうとしても手遅れです。事前に「B2」に熱を多く掛けないよ うトーチ狙い位置、狙い傾斜角およびトーチ前後角に注意が必要となります。これらの前提において、「B2」部の亜鉛蒸気の抑制には酸素をシールドガスに5%程度添加して、その昇華温度が鋼の融点より高い酸化亜鉛にすることが有用な手段と示されており、酸素を混合した三元ガスが亜鉛メッキ鋼板の溶接には多く適用される根拠となっています。一方、酸素はCO2の分解ガスからも供給できるから、わざわざ酸素を混合しなくてもよいではないかという考えも出そうです。
一般的にアークの高温下でCO2は以下のように解離します。
CO2 → CO + O
ここで発生した[ O ]が亜鉛蒸気と即反応して酸化亜鉛を形成すように考えられますが、実際には上述したバックガスの事例からもわかるようにこの[ O ]で酸化亜鉛は強く生成されません。一方、酸素ガスもアーク熱により以下のように解離します。
O2 → O + O
これらの解離[ O ]では経験上明確に、酸化亜鉛の生成が可能となります。ここにAr+CO2+O2系などの混合酸素を含むシールドガスの、亜鉛めっき鋼板溶接における「優位性」が発生するのです。しかし、折角の3元系混合ガスにおける混合酸素の効果も溶接ワイヤとの組み合わせが悪いと、ワイヤ中の過剰なSi、Mnなどの脱酸元素との結びつきによって失われ、酸化亜鉛[ ZnO ]生成への寄与度が減少しますので注意が必要になります。
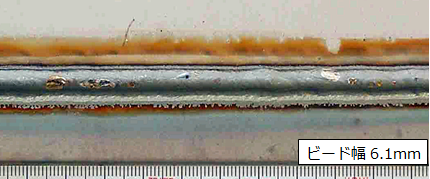
図044-03に亜鉛メッキ鋼板を上板とする重ねすみ肉におけるワイヤとガスの組合せによるビード外観の比較の一例を示す。
|
YGW16 1.2mm+マグガス(Ar+20%CO2) |
YGW17 1.2mm+3元系ガス(Ar+20%CO2+5%O2) |
 |
 |
| 主な共通の溶接条件
*溶接電流;150A *アーク電圧;25V *溶接速度;80cm/min *ワイヤ突き出し長さ;15mm *母材;上板側 2.0t 45/45 亜鉛メッキ鋼板 下板側 2.0t 普通鋼板 *溶接電源;デジタル制御パルスマグ溶接機 |
|
| ▲ 図044-03 溶接ワイヤとガスの組合せによる重ねすみ肉溶接時のビード外観比較(アークロボット適用による) | |
通常のAr+20%CO2の マグガスとYGW-16ワイヤとの組み合わせでは下板側にクリーニングアクションによるメッキ層の気化した領域が認められ、ビード幅が狭く、余盛高さの高 いビード外観を示している。これに対し、三元ガスとYGW-17の組合せでは、混合酸素の影響と思われる酸化亜鉛の白色粉末がビード表面に明確に現れ、か つ低脱酸成分(主にSiが低いことを意味する)による効果と考えられるビードの広幅化が実現している。
このようにシールドガスの選択も母材を含め溶接ワイヤの成分を考慮することが必要となります。
以上。