アーク溶接 第19話 溶接電源の変遷(8) 定電圧特性と定速度送給制御 担当 高木柳平
2015年05月07日
昭和31年日本ではじめて当時の東亜精機がCO2溶接法向けの溶接電源を製作した。製作のヒントは、当時米国人技師R.W.Tuthhill氏が提唱していた外部特性に上昇特性および定電圧特性をもつMG(モータ・ジェネレータ)式電源でありそれ以降、「定電圧特性」と「定速度送給制御」の組合せが定着し現在に至っている。アーク溶接の根本は「ビード幅を一定にする溶接」であり、上記の組合せに依りはじめて得ることができたのです。これらのしくみを理解することはアーク溶接を深く知る上でとりわけ重要です。
図019-01に沿って説明します。図019-01には溶接電源の外部特性(溶接電流-アーク電圧)曲線(付図(1))とアークの特性(付図(2))が重ねて描かれています。理解を容易にするために溶接電源特性から説明します。
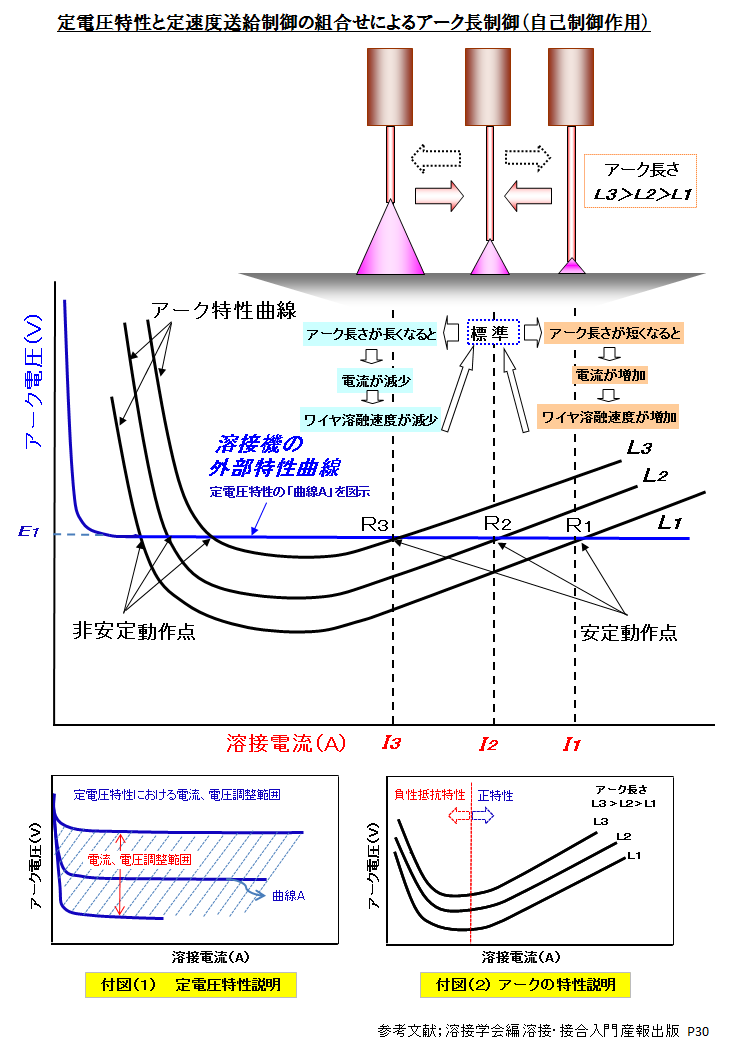
横軸に溶接電流(A)、縦軸にアーク電圧(V)を取ると、溶接電流が流れない時は無負荷電圧を示し、一般的に低電流、低電圧から高電流、高電圧範囲まで調整範囲があります。定電圧特性は溶接電流が100A変化してもアーク電圧降下がせいぜい3V程度以内のものを指します。一方、「アークの特性」は低電流域では負性抵抗特性を示しますが、マグ、ミグ溶接ではこの領域を使用しません。使用するのは正特性の領域で、アーク電流が増加するとアーク電圧も上昇するという特性を有します。今、電圧レベルを定電圧特性曲線Aに設定、電流I2(予め設定した定速度送給制御により得られる電流値)、アーク長L2で溶接していました。動作点はR2です。何らかの要因でアーク長が短くL1になったとします。曲線Aの設定は変化しないので動作点はR1に移動します。すると定電圧特性のため電流が大きく増加し、I2×Rによるワイヤの溶融が促進され、元のL2のアーク長に戻ろうとします。逆に何らかの要因でアーク長が長くL3になったとします。動作点はR3に移動します。すると定電圧特性のため電流が大きく減少し、I2×Rによるワイヤの溶融が抑制されるため一旦L3と長くなったアーク長が元のL2のアーク長に戻ろうとします。このようなしくみで任意の設定であるアーク電圧E1とワイヤ送給速度(ここでは電流I2)に対応したアーク長L2に自動的に保持されることになります。これをアーク溶接機による自己制御作用と呼び、定電圧特性と定速度送給制御の組合せが適用される理由がここにあります。