抵抗溶接 第2話 亜鉛めっき鋼板のナゲット形成能は何故低いのか 担当 中島敏治
2015年01月06日
明けましておめでとうございます。今年は、抵抗溶接の見方、考え方を見直して、技術で会社に貢献できるといいですね。
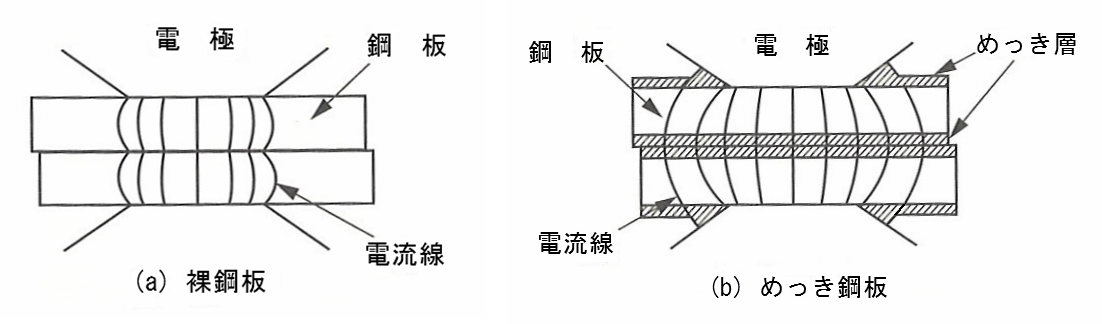
亜鉛めっき鋼板はナゲット形成能が低く、溶接電流を増すか通電時間を長めにとらないと所定のナゲットが得られないといわれています。ナゲット形成能が低い 理由としては、融点の低い亜鉛が(図1)に示す様に電極先端部の外側に押し出されて電流通路が拡大し、電流密度が低下するためといわれてきました。
マクロ的な電流経路の拡大が、ナゲット形成能を低下させている原因だというのは本当でしょうか。自動車のボディ材として一般に使用されている片面あたり 45 (g / ㎡) の亜鉛めっきの膜厚は5 ~6 (μm)といったところですから、板間の上下を合わせても10(μm)程度にしかなりません。10(μm)すなわち100分の1 (mm) の亜鉛が溶けて、電極先端部の外側に押し出されたとしても、電流経路の拡大による電流密度の低下は殆ど誤差範囲だと考えられます。
(図 1)の模式図には、人間の錯覚を招く「落とし穴」が潜んでいます。模式図は溶接現象を判り易く説明するために板厚方向の厚さを実際よりも大きく表示してあ り、亜鉛めっきの厚みも大げさに拡大してあります。このため、実際には誤差範囲レベルの電流通路の拡大が、大変な電流密度の低下につながると思われてし まったのです。
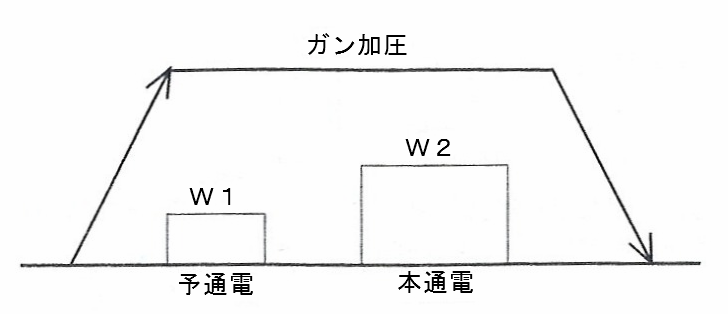
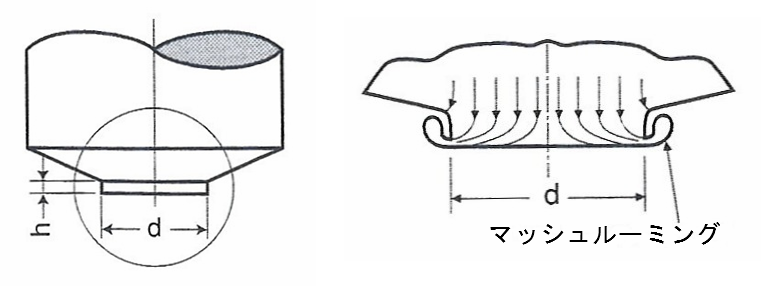
溶融した亜鉛の押し出しによるマクロ的な電流経路の拡大が、亜鉛めっき鋼板のナゲット形成能の低さの原因だと考えたことによって、いくつかの誤った溶接法 も生まれています。(図2)は、予電通によって亜鉛を溶接前に外側に押し出し、固定化してしまうという2度通電方式ですが、ナゲット形成能はかえって低下 してしまいます。(図3)はピンプル(へそ)電極ですが、ナゲット形成能の向上にはさほど役立たないばかりか、電通終盤の通電路の拡大を妨げて、溶接散り の発生を助長するので推奨できません。
そうはいっても、亜鉛めっき鋼板のナゲット形成能が低いのは紛れもない事実ですから、次回は、その本当の理由について説明していきたいと思います。
№R002
ご意見・ご感想はこちらからお寄せください。