アーク溶接 第66話 溶接電流と波形制御(パルス溶接)(5) 担当 高木柳平
2016年10月24日
本話では、パルス溶接・波形制御シリーズのまとめを記します。表066-01に項目別に波形制御設定の影響とその効果について概要を記し以下に若干の説明を加えます。
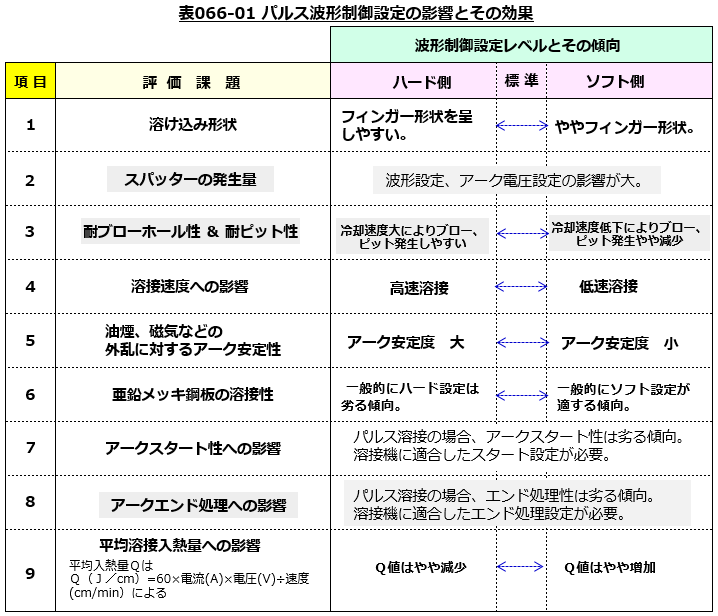
1)溶け込み形状への影響
溶接強度への影響の第一は何と言っても溶け込み深さであり、溶け込み形状です。これらの溶け込み形状がパルスでは溶接電流が大きくなるにつれフィンガー形状を呈しやすくなります。アーク集中の強い「ハード」側設定ではこの傾向が強くなり、溶け込み深さは維持しても溶け込み幅の狭い形状になりやすいので極端なハード設定は避けることが望ましい。
2)スパッター発生量とスパッター粒の大きさ
パルス溶接のスパッター抑制効果は、波形設定、平均アーク電圧設定の影響が大きい。ワイヤ銘柄、シールドガスとその混合比を考慮し設定をすることをお勧めする。また、波形設定がスパッター粒の大小に影響し、「ソフト」側では粒数は少ないが大粒になる傾向と心得て下さい。
3)耐ブローホール性 & 耐ピット性
ブローホール・ピットの発生は、まず発生源がどこにあるかを考えることが大切で、発生源がパルス波形設定にある場合には、溶接入熱量の減少→溶融金属の冷却速度増加→ブロー、ピットの増加の図式をイメージしながら対応して下さい。
4)溶接速度への影響
パルス溶接は溶接電流がピーク・ベース時とも常にアークが発生する方式のため溶融・凝固がスムーズに進行でき高速溶接に適合できます。よって溶接トーチの耐熱・耐久性が維持できれば150~180cm/minの高速溶接も可能となります。
5)油煙、磁気など外乱に対するアーク安定性
これらの外乱要因が懸念される場合は「ハード」側設定を推奨します。
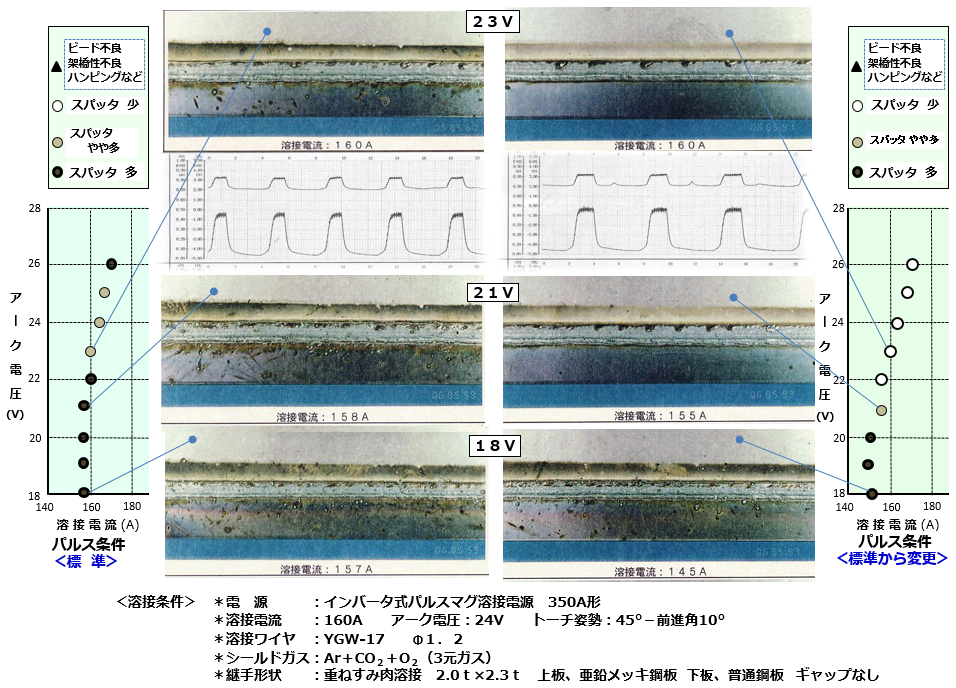
6)亜鉛メッキ鋼板の溶接性
亜鉛メッキ鋼板の溶接では、アーク熱で溶融した亜鉛が蒸気圧力を増大させ、溶滴移行を乱し、多量のスパッター発生を伴いやすくなります。そこでパルス波形制御の威力を発揮させるわけですが、波形設定の考え方は使用ワイヤに適合させることが必要で、その一例を図066-01に示す。スパッター抑制のため必ずしも「ハード」設定が有利ではないことを示している。
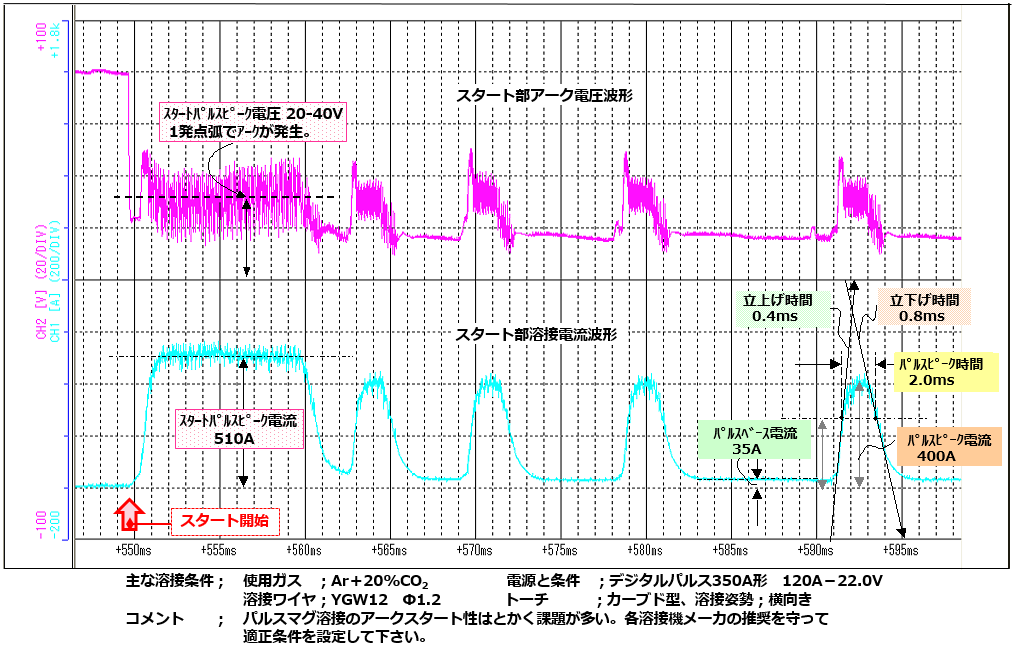
7)アークスタート性への影響
何度も触れているようにパルス溶接のアークスタート性は短絡移行溶接などに比べ劣ります。溶接電源メーカでは絶え間なくスタート性、エンド処理性への改善が重ねられていますが、図066-02にみるような瞬時スタート性が100%達成できるわけではない。スタート時の溶接電流に限って特別な波形制御設定が必要な場合も生じます。溶接機メーカの推奨条件によく耳を傾けて下さい。
8)アークエンド処理への影響
最近では凝固球の発生が認められないエンド処理が実現され、次のアークスタート性に効果を発揮している場合があり、大変素晴らしいことだと感じています。手持ちのパルス溶接機の制御性をよく理解してエンド処理条件を適切に設定して下さい。
9)平均溶接入熱量への影響
表066-01に示す平均溶接入熱量(Q値)は全体的に短絡移行溶接などに比べ高く溶接歪は大きくなります。一方、溶接速度の高速化を図ることができ、ピット・ブローホール性では冷却速度が遅くなり溶融金属部より抜けやすく有利になるなど一長一短があり、適用分野の要求特性を考慮してパルスマグ溶接の特長を活かして下さい。
なお、表061-02に示したCO2・マグ溶接時のアーク特性制御設定状況の診断と同様、パルスマグ溶接でも制御機能の把握をした上でパルス特性の個別設定を実行して下さい。
以上