アーク溶接 第64話 溶接電流と波形制御(パルス溶接)(3) 担当 高木柳平
2016年10月03日
本稿ではパルス溶接条件設定への考え方を説明します。パルス溶接の条件選定は少々注意しなければならない点がCO2溶接より多くあります。また、最近のパルスマグ溶接機の設定には長足の進歩が見られ、初心者には優しく適正設定に導いてくれますが、やはりユーザの立場からしっかりした理解と自社溶接品に最適な条件設定を目指していかなければなりません。パルス溶接の適用は、溶滴移行を制御しスパッターを抑制、併せて高速・高溶着溶接を狙うためですが何事も100%の満足を得ることは難しく、どの要求性能に重点を置くかを明らかにしながら対処する必要があります。
第57話にみるCO2溶接条件では短絡移行、グロビュール移行とも ①ワイヤ送給速度と溶接電流は比例する ②アーク電圧とアーク長さは比例し、アーク安定範囲の下側ではアーク不安定に、上側ではアンダーカットなどのビード不良を生じやすい ③中電流領域の230~250A以上でアーク電圧が低めの条件では特異な埋もれアーク現象を呈することなどを図057-01、057-02に示しました。同じ溶接アークですから溶接条件への考え方の背景は変わりませんがパルスでは留意点が細かくなります。そこでこれらのCO2溶接条件と比較しながらパルス条件設定への考え方を理解して頂こうと思います。図064-01にパルスマグ溶接におけるΦ1.2ワイヤ適用時の溶接電流に対する適正アーク電圧の関係を示します。
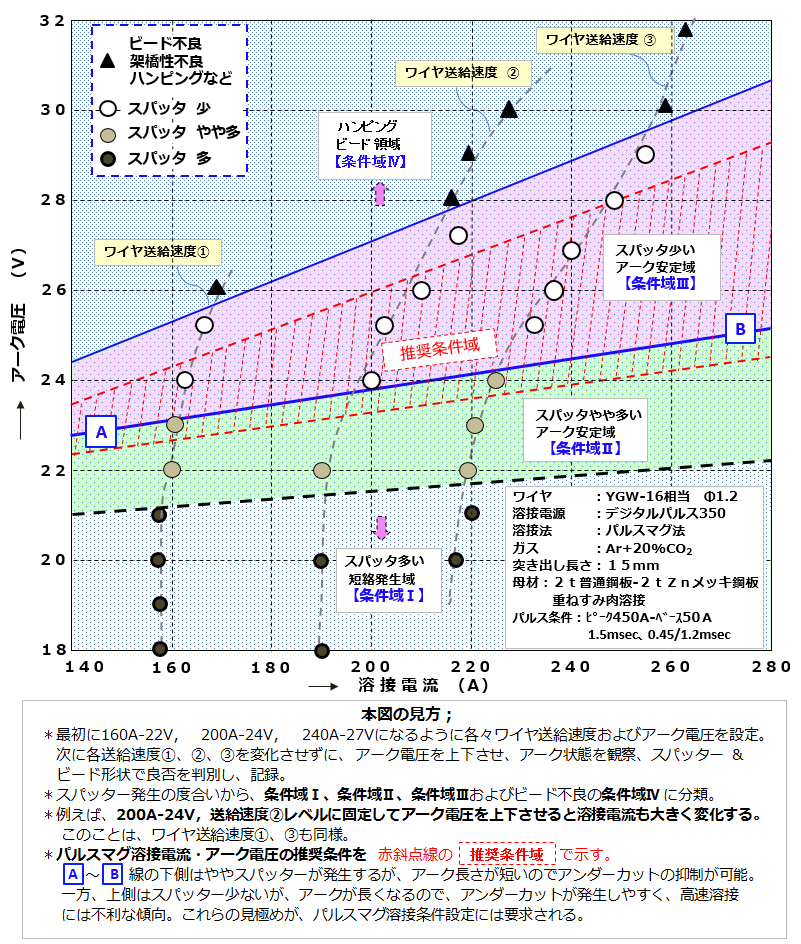
パルスマグ溶接条件の特長のひとつは適正なビード性状を得てかつスパッター発生を抑制できるかと言う点にあり、一定ワイヤ送給速度(cm/min)に対してアーク電圧を低側から順に高側に変化させた場合、条件域は、CO2溶接ではここまで細分化しませんがパルス溶接ではⅠ~Ⅳの4条件域に分類できます。
【条件域Ⅰ】;スパッター発生の多い、短絡が多く発生する領域。
【条件域Ⅱ】;スパッターはやや多いがアーク安定域。
【条件域Ⅲ】;スパッターは抑制され少なく、アーク安定域。
【条件域Ⅳ】;アークは安定であるがアーク長が過大でハンピングビードを生じやすい領域に各々分類できる。
ここでⅡ~Ⅲの境界(図中A-B線)付近から0.5V程度低く、かつ3V程度アップの赤斜線で示す「推奨条件域」を「良好」とします。0.5V程度低い条件域では、アーク長を短めにしているので少々のスパッター発生を伴う場合がありますが逆にビード両端に生成しやすいアンダーカットを防止できる大きなメリットがあります。また、アンダーカットがワイヤ銘柄の変更などで抑制できる場合は電圧をアップサイドに設定しスパッターレスを目指します。一方、図中A-B線付近から0.5V程度低い条件域ではアーク状態がパルス特有の「プーン」というアーク音の中に「ピリ、ピリ」と時々短絡音が入いり「良好条件」であることを確認できます。
次に図064-01をよくみて頂きますと「同一ワイヤ送給速度」に対して必ずしも溶接電流値が一定になっていません。パルスマグ溶接ではこの傾向がCO2溶接と比較して大きいのです。これらの理由はパルスマグでアーク電圧が低く、アーク長が短い場合はチップから突き出すワイヤ長さが長く、それらがアーク輻射熱で予熱され抵抗が大きくなり電流を低めに抑えますが、アーク電圧が高く、アーク長さが長いとチップからの突出しワイヤ部分が短くなり輻射熱効果が少なく、また抵抗が低めになるので、全体として溶接電流の増加につながると考えます。図064-01から例えば190A-22Vが210A-26Vさらには215A-28Vと電圧上昇に伴って溶接電流が増加します。この意味からもパルスマグ溶接では管理値として「溶接電流」だけではなく、「ワイヤ送給速度」あるいは「電流と電圧のセット」で管理されることが求められます。
次話ではパルスマグ溶接の波形設定についての考え方を説明します。
以上。