アーク溶接用シールドガス適正化装置 第5話 担当 赤尾恭央
2016年06月13日
トラブルシューティングとユーザ様からの質問事例集
当連載もこれで最終回となりました。最後は「レギュラシステム」のトラブルシューティングとユーザ様からの質問事例集で締めくくりたいと思います。
トラブルシューティング
「レギュラシステム」適用時に、万一トラブルが発生した際、その原因と対策について下表1~2に示します。
| 表1.トラブルシューティング 赤ランプ点滅・点灯編 | ||||||||||||||||||
| レギュラシステム トラブルシューティング ~故障かな?と思ったら~ 赤ランプ点滅・点灯編 |
||||||||||||||||||
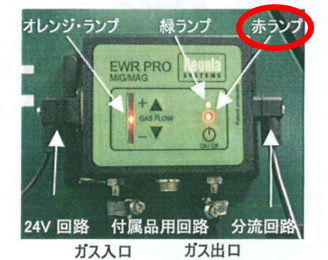
| 万が一レギュラシステムの動作が不安定になった場合、正面パネルの赤ランプ(写真参照)が点滅あるいは点灯します。その主な原因は、レギュラシステムの最適動作範囲である「動圧0.2MPa以上」を確保できていないためです。その場合、ブローホールなどの溶接不具合が発生するおそれが高くなります。 ここでは、赤ランプが点滅・点灯する原因と対策について説明します。ご一読いただき、それでも解決しない場合はレギュラシステムを配管から外していただき、ご連絡下さい。 |
||||||||||||||||||
|
|
||||||||||||||||||
|
| 表2.トラブルシューティング 無表示編 | ||||||||||||||||||
| レギュラシステム トラブルシューティング ~故障かな?と思ったら~ 無表示編 |
||||||||||||||||||
| レギュラの動作が不安定でも、赤ランプが点滅・点灯しない場合があります。条件設定後、ブローホールなどの不具合が多発する場合にご一読下さい。それでも解決しない場合はレギュラシステムを配管から外していただき、ご連絡下さい。 | ||||||||||||||||||
|
これらはトラブル原因として考えられるものの一部です。当然これ以外にもトラブル原因は考えられます。万一動作不具合が発生した場合にはホースを抜いて現状に戻し、ご連絡下さい。代替機をお持ちした上で調査します。生産には極力ご迷惑をお掛けしないように致します。
ユーザ様からの質問事例集
これまでに頂いたユーザ様からの様々な質問です。
■「レギュラシステム」の寿命
高速でバルブが開閉するため、その寿命を懸念されるユーザ様が多いです。明確な寿命はメーカから発表されていませんが、3年使用後のバルブを確認したところ、特に異常はありませんでした。
ただし、ガスホース内にゴミなどが混入すると、バルブに噛んでしまい、異常の原因となります(シールテープの切れ端がホース内に混入し、バルブに引っ掛かって異常動作になったことがあったようです)
「レギュラシステム」の寿命は、溶接機の寿命と同等程度と考えて下さい。10年程で更新するユーザ様もあれば、30年くらい大事に使うユーザ様もあります。いずれにしても、使用中に異変があった場合は、すぐに現状に戻した上でご連絡下さい。
■ガスが出なくなった
「レギュラシステム」の仕様の違いで、電源が切れた時(待機状態を含む)バルブが閉じたままになる場合があります。するとガスは出なくなります。溶接中は、必ず電源がONであることを確認して下さい。(コンセントの抜けなど無いようにして下さい)
■電力供給源
通常は交流100Vですが、直流24Vでも動作します。100Vがどうしても取れない場合や、ガスホースを短くするなど取り回しを工夫する場合、ロボットの電源と同調させる場合等には、直流24Vから動作させると便利です。
■溶接品質確認
「レギュラシステム」の主な目的は、シールドガス使用量の削減です。これにより、ブローホールが発生する場合があります。デモ中には発生しなくても、量産している間にブローホールが発生する可能性もありますので、ご購入前に一週間程度貸出して、量産中にブローホールが発生しないことを確認してもらいます。また、ブローホールはビード表面だけでなく、内部に出る場合もあります(厳格には内部に発生するものをブローホール、表面に発生するものはピットと呼びますが、ここでは全てブローホールとします)ので、カットチェックにて溶融金属内部が正常であることを確認した上で量産して下さい。
■スパッタ発生量やヒューム付着の変化
条件によっては、スパッタやヒュームの発生量・付着量が低減するという報告もあります。しかし、必ず低減すると保証するものではありません。ガス流の変化が、ある条件のもとでスパッタやヒュームを低減させている可能性がありますが、その仕組みがまだ解明されていないためです。動圧0.4MPa以上の軟鋼ソリッドワイヤでの溶接時に、スパッタ飛散量と飛散距離が低減し、スパッタ粒が小さくなったとの報告が多数あります。また、最近ではガスオリフィスを外して使うとさらにこの傾向が強くなることも判ってきました。
■本体設定値の確認
レギュラシステムは、本体設定値によってガス流量を増減させます。最大設定値23~最小設定値5までの19段階です。ただし、デジタル数字で設定値がいくつかを示すわけではなく、本体正面にあるLEDランプで表示しているのみです。多くのユーザ様で、一目で設定がいくつになっているかが判るように、デジタル数字で表示して欲しいとの要望があり、メーカへ打診しているところです。現状では、流量表を現場に掲示するなどして、誰にも判るようにするという方法をご説明しています。
■溶接中の流量を確認するには
「レギュラシステム」は出来るだけガス供給圧力が高い(具体的には動圧で0.2MPa~0.6MPa)ことによって動作が安定します。市販のガス節約器との併用ももちろん可能ですが、極力取り外して使った方が、その能力を充分発揮出来ます。しかし、現状多くのユーザ様では市販のガス節約器を既にご使用中で、これを取り外すと溶接中のガス流量が見えなくなってしまいます。「レギュラシステム」を適用する際、溶接中にガスが流れていることを確認する必要がある場合は、別に市販の(節約機能のついていない)流量計、特に圧力調整器付流量計を一緒につけることも大変有効です。ただし、「パルス式ガスフロー」ですので、浮き球は小刻みに上下しますから、必ずしも正しい流量を表しているわけではないので注意して下さい。この方法の場合、ガス供給圧力も同時に管理可能で、「レギュラシステム」の正常動作を常に監視出来ます。
終わりに
全5回に亘りましてアーク溶接用シールドガス適正化装置「レギュラシステム」についてご紹介させていただきました。次にトライするのは、今これをご覧いただいているあなたかもしれません。今度は御社溶接工程でお会いしましょう。
ご愛読ありがとうございました。