アーク溶接 第53話 溶接条件の選定 溶接作業指示書 担当 高木柳平
2016年05月23日
1.溶接条件指示書への思い
溶接条件の選定は予め生産準備グループが設備立ち上げのトライ、量産試作、流れ生産開始の中で検討し築き挙げるものです。多くの部品メーカ殿の「溶接条件指示書」について拝見しますとその実態はかなりまちまちでご苦労されているようです。
代表的には以下の3通りに分類できます。
① 指示書は現場溶接工程内に示され、溶接条件を確実に知らせ、守らせ、現場には指示書以外のことはさせない。
② 指示書は存在するが、ハウスの資料ファイルに綴じられて有機的な活用がなされていない。
③ 自動車部品の溶接と言っても溶接状況はその都度変化する要素を持っているので敢えて現場を縛る条件指示書を発行しないなど。
但し、上記①が圧倒的に多く、②、③は少ないですが、見掛けましたので敢えて分類に入れました。
また中味的には、指示書の書式、指示書の大きさ(A4 or A3)、細部までの指示方法、ワークとその表し方、使用機器・ワイヤ・ガスの記入とその方法、ワーク溶接後の溶け込み状況のチェックなどに工夫がなされています。
指示書への思い、考え方は事務所と現場の間にあって、思った製品(ワーク)を思い通りに作るための相互情報伝達の道具であり、それらは日常管理され、日々不適合な指示内容があれば書き改めなければなりません。生きた道具として使ってこそワークの品質管理に役立てることができます。
では、どのような内容、項目を盛り込む必要があるか一般的になりますが、以下に挙げてみました。
2.溶接条件指示書における主な記載項目
1) 溶接ワーク(対象溶接品)
適用溶接法、材厚、材質、溶接箇所、継手形状、溶接順序など図面、写真、模式図で明示。
2) 使用機器、関連部品・副資材など
溶接トーチ、適用コンジット、チップアダプター、コンタクトチップ、ノズル
適用シールドガス(混合ガスなど)
溶接ワイヤ(銘柄、メーカ名、ワイヤ径、YGW‐××)など
3) 溶接条件(汎用条件)
*溶接電流(ワイヤ送給速度)、アーク電圧、溶接速度、突き出し長さ
トーチ前後角、トーチ傾斜角、ねらい位置、ワークの状態、溶接姿勢(下向き(F)、横向き(H)、
*溶接箇所の多い場合の記入法、ワークのR、Lの場合の記入法など
*ワーク図溶接箇所番号と条件表の番号を一致させる。なお、条件表示を代表的なもので済ますか、
*波形制御の設定表示・・・例;アーク溶接波形制御指定、パルス波形制御指定など
4) 特定溶接条件
5) 日常点検、清掃、交換頻度および適用測定具
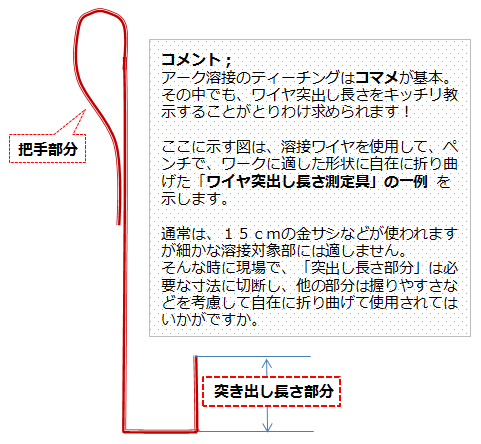
*適用測定具・・・スケール、ノギス、マイクロメーター、角度計など
6) 測定対象
*デジカメによる撮影、撮影用フイルターなど
なお、条件指示書内に溶接部品質、溶け込み深さなど断面マクロによる指示を記載する場合がありますが第52話の図052-01にみるビード外観不良A,Bを発生させないことが前提となります。また、条件指示書の効果を発揮するには溶接工程における日常的な4S活動が基本です。その点は呉々もよろしくお願いします。今後各個別溶接条件について事例を含めた詳しい説明を予定します。参考に願えれば幸いです。
以上。