アーク溶接 第88話 アーク溶接品質を考える(4) 担当 高木柳平
=溶接ビード外観とその判定(1)=
前話で溶接品質のポイントは「溶接強度」でありそれを保証する第1は「溶け込み深さ」であるとした。その溶け込み深さの良否を見極める手段は「溶接ビード外観とその観察力」であることを述べた。本話より数話にわたってビード外観とその観察による判定について詳しく説明します。
あるシートフレームの部品メーカでは、アークロボット溶接終了後の品質チェックで、30余箇所あるビード数を僅か数秒で良否の判定をしていました。一方東北地方のある中堅部品メーカの講習で要望を受けたことは、最近ビード外観の判定が十分に行えない社員が増えている。是非「ビード外観の判定」を講習項目に加えて欲しい、ということでした。限られた対象品の品質判定に精通することもそれは大変重要なことですが、広範囲な溶接製品の良否を判定できることは「品質の時代」を担っていく上で、アーク溶接に携わっている我々にとっては必須なことです。筆者が経験した部品溶接の写真資料の中から「各種溶接欠陥を含むビード外観モード」として表088-01にまとめてみました。以下に分類毎の概要と対応につきコメントをします。
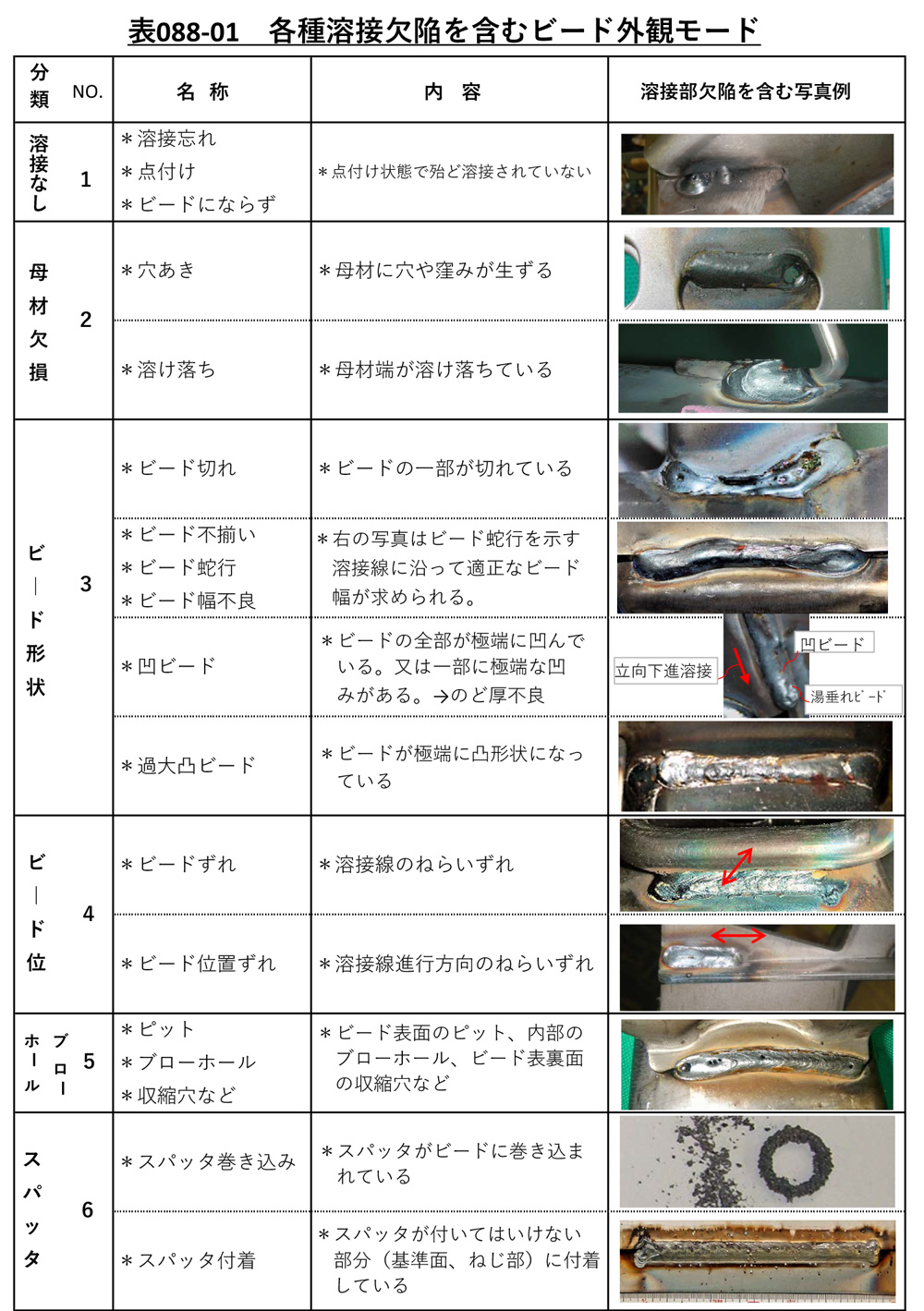
【分類1・・・溶接なし】
この分類には「溶接忘れ」も入ります。ややもすると非定常作業の中で生ずる可能性もありますので注意が必要です。一般的にはワイヤ送給不良に伴いアークが部分的にしか発生しない点付け状態などの異常となって現れます。強度保証上生じさせてはならない異常です。
【分類2・・母材欠損(溶け落ち、穴あき)】
母材部にアーク熱が伝熱先を失って熱集中し、母材を溶融させ穴が明いたり、母材の熱容量が不足して溶け落ちたりする場合です。母材設計が軽量化などで厳しくなっている折、これらの母材欠損が生じやすい背景があります。
【分類3・・ビード形状(ビード切れなど)】
ビードの切れ、もぐり、蛇行、ずれ、幅不適正などの発生により溶け込み深さも保証できず、また凹ビードはのど厚不足を招くなど強度不足につながるケースです。さらに溶融金属の先流れ、ビード両端部に生じやすいビラビラ状の外観は母材との融合不良につながりやすく、強度保証ができなくなる「外観不良」と判定します。
【分類4・・ビード位置(ビードずれなど)】
ビード位置ずれは溶接強度保証上致命的な欠陥につながります。とくにビードずれはワイヤ線グセ異常、チップ先端孔拡大の結果として生じやすく溶け込み深さが十分に得られなくなります。溶接線方向への位置ずれと併せ大幅な強度低下を招く恐れが生じます。
【分類5・スパッタ(リングスパッタなど)】
スパッタの悪影響はリングスパッタなどの形でビードに巻き込まれるものと、付着してはならない部位に付着して機能障害を発生させるものとがあります。いずれも重大欠陥につながりますので対策が必要となります。
次話では、今回の説明と一部重複しますが「溶接強度保証項目と強度阻害につながる各種要因」と題し、日頃ビード外観をお客様の中で観察しているものとして強度重視の考えから説明を加えます。ご期待ください。
以上